Абсолютная погрешность — измерительный прибор
Абсолютная погрешность измерительного прибора представляет собой расхождение ( разность) между измеренным Ли и действительным ( истинным) Лд значениями измеряемой величины ДЛ — / 4н — Ац. Истинное значение измеряемой величины находят с учетом поправки. Поправка — это величина, обратная по знаку абсолютной погрешности: ДР — ДЛ Ал-А. Абсолютная погрешность электроизмерительных приборов со стрелочным показателем практически неизменна в пределах всей шкалы, поэтому с уменьшением значения измеряемой величины она возрастает. Для повышения точности измерения измеряемой величины на показывающих приборах со стрелочным указателем следует выбирать такие пределы измерения, чтобы отсчитывать показания примерно в пределах 2 / 3 всей шкалы.
Абсолютная погрешность измерительного прибора равна разности между показанием прибора и действительным ( точным) значением измеряемой величины.
Абсолютная погрешность измерительного прибора определяется разностью между показанием прибора и истинным значением измеряемой величины. Погрешность показаний прибора имеет своими источниками погрешности отдельных его элементов: чувствительного элемента, передаточного механизма и шкалы. Погрешность чувствительного элемента заключается в том, что действительная зависимость его перемещений от измеряемой величины не совпадает с расчетной, заложенной в схему прибора. Погрешность шкалы складывается из ошибки положения ее штрихов и эксцентриситета шкалы.
Абсолютной погрешностью измерительного прибора называется разность между его показанием и истинным значением измеряемой величины. Так как истинное значение измеряемой величины установить нельзя, в измерительной технике используется так называемое действительное значение, полученное с помощью образцового прибора.
Абсолютной погрешностью измерительного прибора называется разность между его показанием и истинным значением измеряемой величины. Поскольку последнее установить нельзя, то в измерительной технике используют так называемое действительное значение, полученное посредством образцового прибора.
Абсолютной погрешностью измерительного прибора называется разность между его показанием и истинным значением измеряемой величины Так как величину истинного значения измеряемой величины установить нельзя, в измерительной технике используется так называемое действительное значение, полученное с помощью образцового прибора.
Приведенная погрешность измерительного прибора — отношение абсолютной погрешности измерительного прибора к нормирующему значению, выраженное в процентах.
Корректность поставленных экспериментов доказана отсутствием превышения абсолютных ошибок измерения как при определении перемещений, так и напряжений над абсолютной погрешностью используемых измерительных приборов.
В некоторых случаях ( для образцовых и рабочих средств измерений повышенной точности) для исключения систематической погрешности показаний вводят поправку, равную абсолютной погрешности измерительного прибора.
Абсолютная погрешность измерительного прибора определяется разностью между показанием прибора и действительным значением измеряемой величины.
В данном разделе будут рассмотрены виды погрешностей, свойственные мерам, отдельным элементам и устройствам, а также средствам измерений в целом. Под абсолютной погрешностью меры понимают разность ( отклонение от номинального значения) между номинальным значением меры и истинным значением воспроизводимой ею величины. Так как истинное значение величины остается неизвестным, то на практике вместо него используют действительное значение величины. Следует различать абсолютную погрешность измерительного преобразователя по входу и по выходу. Абсолютную погрешность измерительного преобразователя по входу находят как разность между значением величины на входе преобразователя, определяемой в принципе по истинному значению величины на его выходе с помощью градуировочной характеристики, приписанной преобразователю, и истинным значением величины на входе преобразователя. Абсолютную погрешность измерительного преобразователя по выходу находят как разность между истинным значением величины на выходе преобразователя, отображающей измеряемую величину, и значением величины на выходе, определяемой в принципе по истинному значению величины на выходе с помощью градуировочной характеристики, приписанной преобразователю. Относительная погрешность измерительного прибора определяется как отношение абсолютной погрешности измерительного прибора к истинному значению измеряемой им величины.
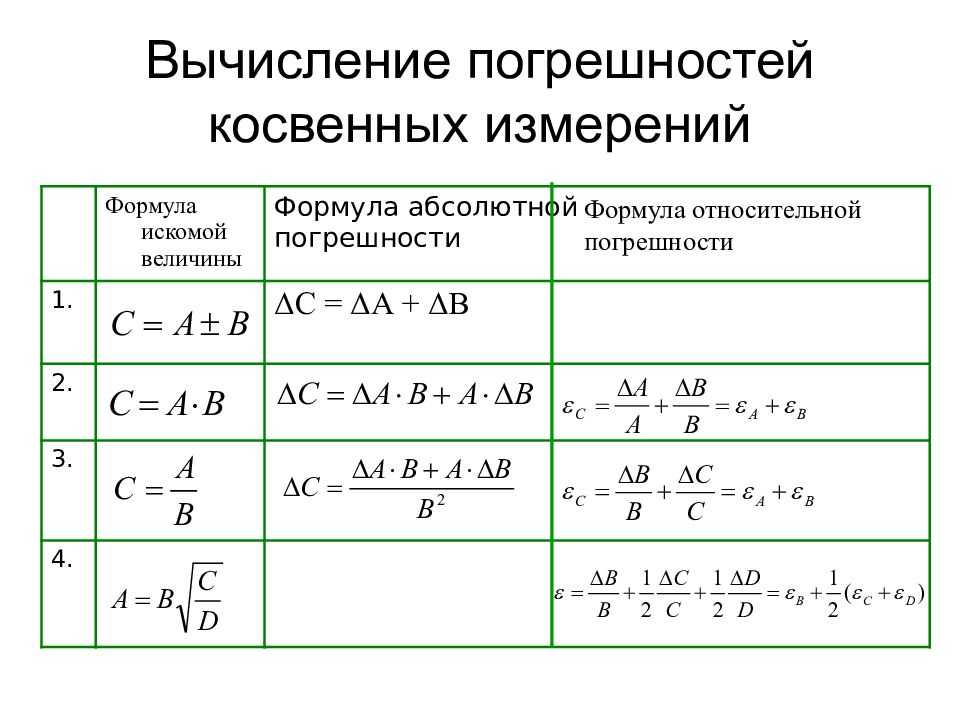
Расчёт ошибок косвенных измерений
Пусть искомая
величина Апри выбранном
методе косвенных измерений рассчитывается
по формуле:
A
= f(x1
,x2
,x3
,…,xn
) (12)
где x1,x2,…,xn
— величины, найденные в результате прямых
измерений, с учётом ошибок о которых
шла речь выше. Из-за этих ошибок величина
«А»
так же будет определяться с ошибками.
Пусть X1,X2,…,XN
— значения f(x1
,x2
,x3
,…,xn), вычисленные
для разных серий измерений (x1,x2,…,xn).
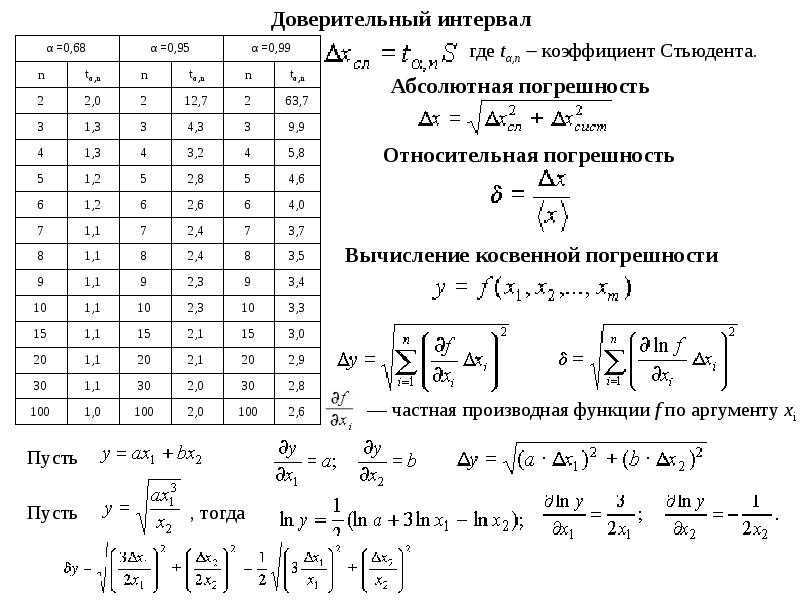
Таблица 1
Таблица коэффициентов
Стьюдента
|
Число измерений |
Доверительная |
|||||
|
0.7 |
0.8 |
0.9 |
0.95 |
0.99 |
0.999 |
|
|
2 |
2.0 |
3.1 |
6.3 |
12.7 |
63.7 |
636.6 |
|
3 |
1.3 |
1.9 |
2.9 |
4.3 |
9.9 |
31.6 |
|
4 |
1.3 |
1.6 |
2.4 |
3.2 |
5.8 |
12.9 |
|
5 |
1.2 |
1.5 |
2.1 |
2.8 |
4.6 |
8.6 |
|
10 |
1.1 |
1.4 |
1.8 |
2.3 |
3.3 |
4.8 |
|
15 |
1.1 |
1.3 |
1.8 |
2.1 |
3.0 |
4.1 |
|
20 |
1.1 |
1.3 |
1.7 |
2.1 |
2.9 |
3.9 |
Абсолютной ошибкой
косвенных измерений, по аналогии с
абсолютной ошибкой прямых измерений,
называют разность между истинным
значением «А» и её значениями,
полученными в результате измерений:
(13)
Размерность
абсолютной ошибки совпадает с размерностью
определяемой величины. Относительной
ошибкой косвенных измерений называют
отвлечённое число:
(14)
Иногда относительную
ошибку выражают в процентах:
(15)
Для определения
величины «А» в формулах (12)…(15) по
теории
вероятностей
следует брать величину Х, которую можно
определить двумя способами:
1) А
= Х
= (Х1
+ Х2
+…+Хn)/n
(16)
2) A
= X
= f(x1
+ x2
+…+xn)
(17)
где x1,x2
,…, xn
определяют по формуле (3). Если ошибки
измерений малы, то оба способа дают
практически тождественные результаты.
Рассмотрим способы
нахождения ошибки величины А,
определённой из косвенных измерений,
по найденным значениям оши
бок прямых измерений.
Выше отмечалось, что возможны различные
соотношения между приборной систематической
и случайными ошибками.
1-й случай. Преобладают
приборные ошибки. В этом случае можно
дать только оценку максимальной ошибки.
Формулы для нахождения предельной
ошибки косвенных измерений по внешнему
виду совпадают с формулами дифференциального
исчисления. В связи с этим для предельной
абсолютной ошибки используется формула:
(18)
а для расчёта
предельной относительной ошибки пригодна
фор
— 19 —
мула:
(19)
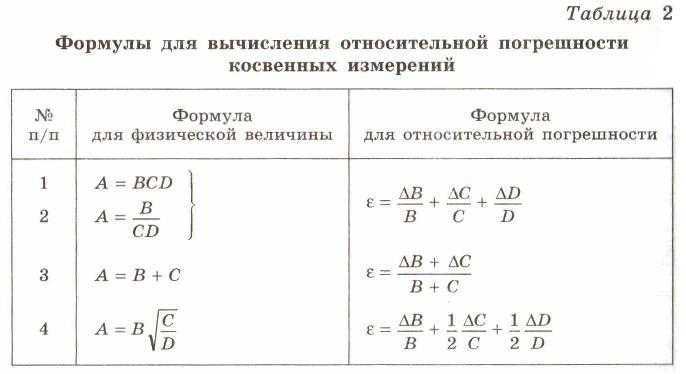
Формулы для расчёта
предельных ошибок некоторых часто
встречающихся функций, когда приборные
ошибки превышают случайные, приведены
в Таблице 2. Эти выражения легко
рассчитываются по формулам (18) и (19).
2-й случай. Преобладают
случайные ошибки. Для определения
среднеквадратичной ошибки теория
вероятностей даёт следующую формулу:
(20)
Относительная
ошибка вычисляется по формуле:
(21)
При выполнении
промежуточных расчётов необходимо
помнить, что число точных цифр в результате
расчётов не может увеличиваться. Поэтому
промежуточные результаты округляют,
сохраняя
1…2 избыточных
знака. При этом последующие цифры,
меньшие
5,отбрасываются;если
первая из отбрасываемых цифр больше 5,
то последняя из
оставшихся цифр увеличивается на
единицу. Ес
ли первая
отбрасываемая цифра 5, то предыдущая
цифра остаётся
без изменений,
если она чётная, и увеличивается на
единицу, если
она нечётная.
Выражения для среднеквадратичной ошибки
некоторых часто встречающихся функций
приведены в Таблице 3. Для определения
ошибок косвенных измерений используют
большую из инструментальной или случайной
ошибок прямого измерения.
О классе точности электроизмерительных приборов
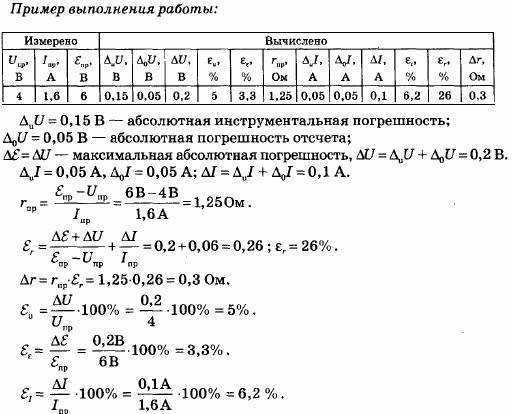
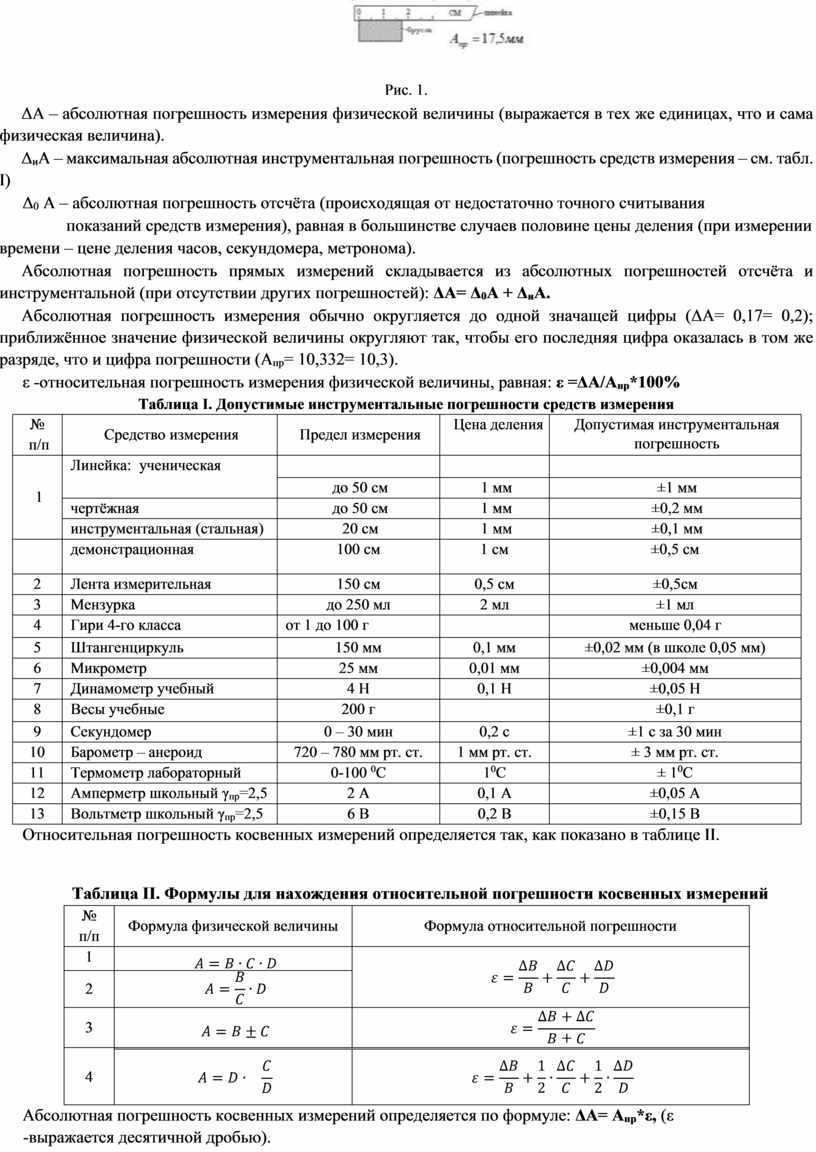
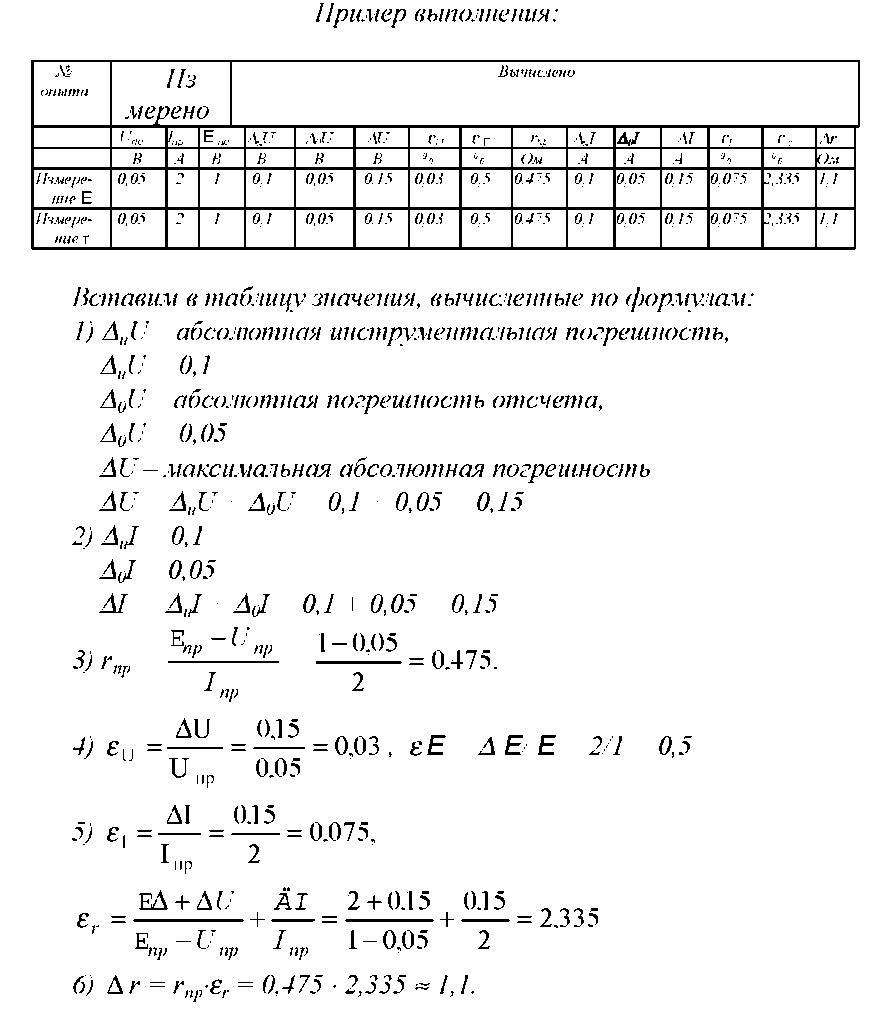
Для определения абсолютной инструментальной погрешности прибора надо знать его класс точности. Класс точности γпр измерительного прибора показывает, сколько процентов составляет абсолютная инструментальная погрешность ΔиА от всей шкалы прибора (Аmах):
Класс точности указывают на шкале прибора или в его паспорте (знак % при этом не пишут). Существуют следующие классы точности электроизмерительных приборов: 0,1; 0,2; 0,5; 1; 1,5; 2,5; 4. Зная класс точности прибора (γпр) и всю его шкалу (Аmах), определяют абсолютную погрешность ΔиА измерения физической величины А этим прибором:
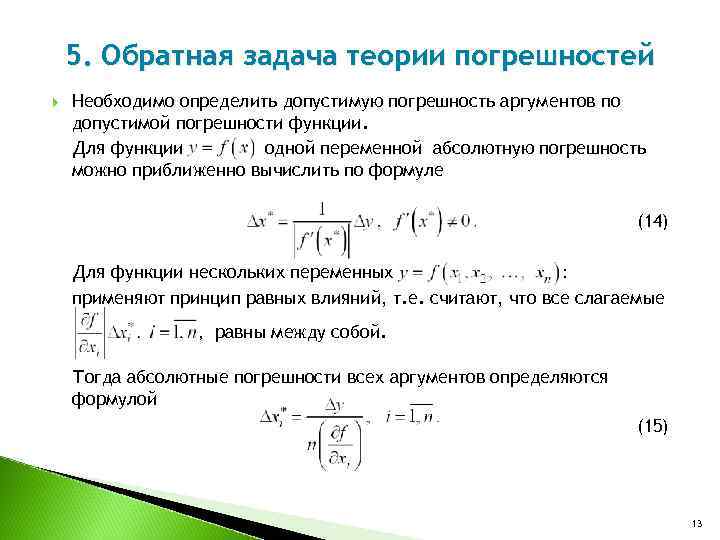
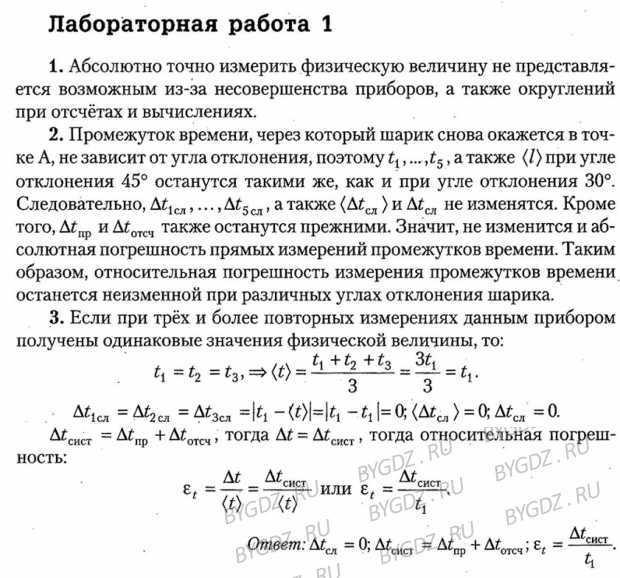
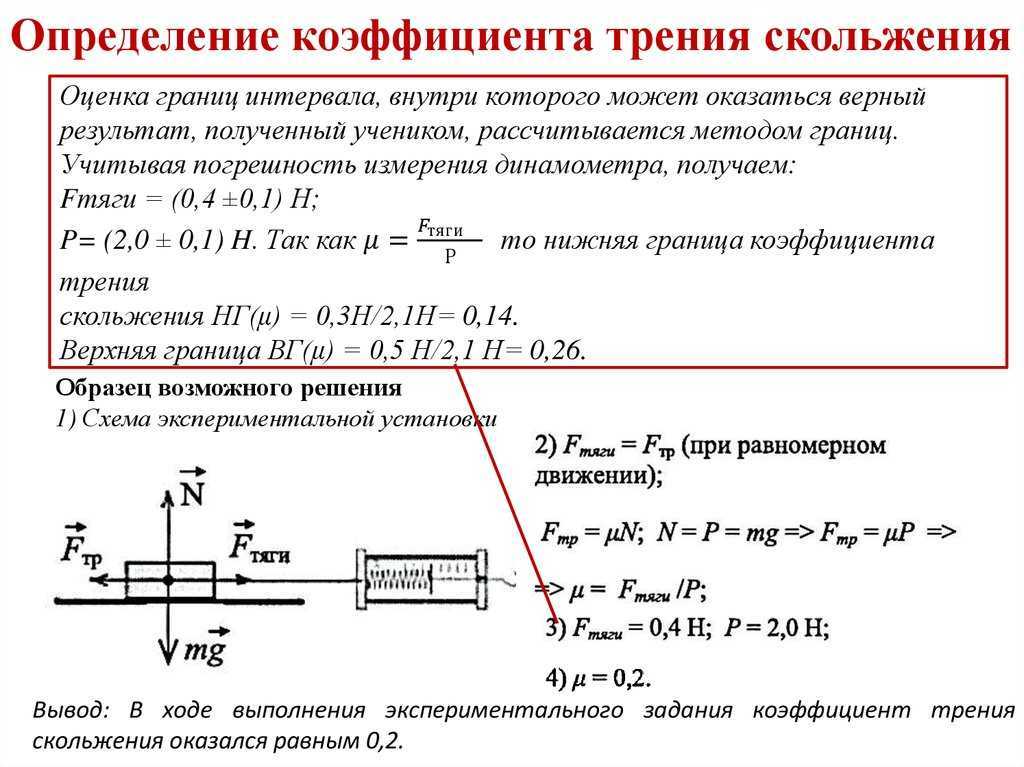
Расчет погрешностей измерений при решении задач, выполнении лабораторных работ и экспериментальных заданий
Организация: МБОУ СОШ №4
Населенный пункт: Краснодарский край, пгт. Афипский
Введение
В физике существует только то, что можно измерить.
Макс Планк
Опыт учителя с большим педагогическим стажем показывает, что учащиеся испытывают большие трудности в оценке погрешностей измерения, а учителям непросто выстроить понятную методику ознакомления их с представлениями о погрешностях. Одна из причин этого, на мой взгляд, сложность материала и нехватка времени для объяснения материала при двух-трех часовой программе. Недостаточны также межпредметные связи математики и физики.
Есть еще одна проблема: при выполнении лабораторных работ учащимся недостаточно времени на уроке для расчета погрешностей, так как необходимо выполнить эксперимент, сделать измерения, расчеты, а тут еще и погрешности…
Поэтому, если учащихся и знакомить с представлениями о погрешностях, то на кружковых или внеурочных занятиях.
Эксперимент является не только средством обучения, но и объектом естественнонаучного познания. А в науке результат измерения – совокупность численного значения (или их множества) и интервала, который с определенной вероятностью содержит искомое в опыте истинное значение, то есть погрешности . Поэтому в рамках современной концепции обучения физике по стандартам ФГОС нельзя формировать у учащихся научных представлений без знаний о погрешностях.
Для формирования у учащихся представлений о погрешностях есть определенные предпосылки.
В «Перечень учебного оборудования по физике» включены приборы, которые имеют вполне определенные метрологические свойства, погрешность которых 2-4%.
Созданы пособия по математике, которые позволяют учащимся формировать представления о погрешностях .
Использование результатов измерений физических величин, распределенных по нормальному закону, позволяет организовать учебную деятельность по усвоению вероятностных закономерностей физического мира .
Не только в КИМ ЕГЭ есть задачи на погрешности, но и в материалах государственной итоговой аттестации для 9-х классов включены задачи и экспериментальные задания, в которых необходимо записать результаты измерений физических величин с учетом погрешностей. Поэтому решения таких задач достаточно актуальны. При выполнении исследовательских проектов в экспериментальной части важна оценка полученных результатов и расчет погрешностей измерений.
Цель работы: рассмотреть основные способы расчета погрешностей при решении задач, обработки результатов лабораторных работ и экспериментальных заданий. На примерах продемонстрировать эти способы, применить приемы продуктивной деятельности .
Для применения способов расчета погрешностей были выбраны:
- Задачи в типовых вариантах экзаменационных заданий для подготовки к государственной итоговой аттестации;
- Экспериментальное задание в КИМ ОГЭ;
- Исследовательская часть проекта по физике одного из моих учеников.
Полный текст статьи см. в приложении.
Приложения:
-
file0.docx.. 2,1 МБ
Опубликовано: 12.02.2021
Как выбрать штангенциркуль
При выборе и покупке штангенциркуля следует учитывать, какие измерения с его помощью будут производиться, какая точность измерений нужна, и в каких условиях он будет эксплуатироваться.
Наиболее универсальным и простым в применении является инструмент ШЦ-I — механический, точный, надежный и удобный, он всегда готов к работе, позволяет измерять величины вплоть до 300 мм и более, и при этом имеет доступную цену. Если во главу угла ставится удобство работы с инструментом, то отличным выбором может стать покупка циферблатного или электронного штангенциркуля типа I.
Штангенциркули типа II и III — это уже более специализированные инструменты, которые практически не нужны в быту, но незаменимы в других областях. Так, для измерения и выполнения разметки без применения другого инструмента подойдут штангенциркули типа II, а для работы только с плоскими или цилиндрическими деталями лучшим решением станет инструмент типа III. А в тех ситуациях, когда приходится работать по деталям из твердых марок сталей или с абразивными поверхностями, то следует отдать предпочтение штангенциркулю типа Т-1.
Для бытовых нужд достаточно штангенциркуля со значением отсчета 0,1 мм, для профессионального применения лучше использовать инструменты со значением отсчета 0,05, 0,02 или даже 0,01 мм. Однако следует учитывать, что электронные штангенциркули с отсчетом 0,01 мм имеют меньшую точность, чем циферблатные с отсчетом 0,02 и 0,05 мм, поэтому последние хотя и имеют больший отсчет, но в ряде случае обеспечивают лучшую точность измерений.
Что касается диапазона измерений и погрешности, то здесь есть масса вариантов. Для большинства ситуаций достаточно штангенциркуля с диапазоном измерения до 250 или 300 мм, хотя в случае постоянной работы с небольшими изделиями лучше выбрать инструмент с диапазоном измерения до 150 или даже до 125 мм — такой штангенциркуль дает меньшую погрешность и более удобен в работе.
Наконец, необходимо обращать внимание не только на характеристики штангенциркулей, но и на их маркировку, качество и соответствие ГОСТ. Наилучшую точность и надежность измерений обеспечивают инструменты, изготовленные в соответствии со стандартом, на них присутствует соответствующая маркировка
«Безымянные» штангенциркули могут стоить в разы дешевле, но с их помощью нельзя добиться высокой точности измерений, поэтому эта экономия в будущем выльется в новые затраты.
При верном подборе штангенциркуля вы получите надежный инструмент, который позволит решать самый широкий круг задач в различных сферах.
Почувствовав дыхание зимы, все автомобилисты задумываются о замены сезонной резины. И очень многие из нас при покупке зимних шин встают перед трудным выбором — «шиповки» или «липучки»? Каждый тип шин имеет свои преимущества и недостатки, и отдать предпочтение чему-то одному бывает очень сложно. В этой статье мы попытаемся сделать этот непростой выбор.
Заливка в бак некачественного дизельного топлива может навредить мотору вплоть до полного его выхода из строя. Минимизировать или исключить негативные последствия заправки низкокачественным дизелем помогает специальная автохимия — присадки в дизтопливо, о которых подробно рассказано в данной статье.
Дважды в год все водители задаются одним вопросом — когда заменить сезонную резину? Весной все гадают, когда поставить летнюю резину, а осенью ищут момент, когда установить зимнюю, и очень часто водители допускают ошибку. О том, как выбрать оптимальное время для замены сезонной резины, и как не допустить ошибку в этом непростом деле — читайте в данной статье.
Отопители и предпусковые подогреватели немецкой компании Eberspächer — известные во всем мире устройства, повышающие комфорт и безопасность зимней эксплуатации техники. О продукции данного бренда, ее типах и основных характеристиках, а также о подборе отопителей и подогревателей — читайте в статье.
Как правильно пользоваться штангенциркулем
Перед тем как использовать инструмент, необходимо проверить его на исправность и точность. Для этого нужно осмотреть его и удалить имеющиеся загрязнения на всех частях. Также необходимо проверить совпадают ли нулевые отметки на главной шкале и шкале нониуса при плотном соединении нижних губок.
Измеряемую деталь лучше всего закрепить в неподвижном состоянии, но можно и держать в левой руке, главное не допускать ее подвижности в процессе проведения измерений. Если требуется измерить внешние размеры какой-либо детали, нужно развести губки и плотно охватить ими измеряемый предмет. При этом деталь должна находиться в правильном положении, без перекоса и не должна двигаться. Следующим шагом будет фиксация детали в штангенциркуле путем завинчивания крепежного винта, без излишних усилий. Только после этого можно приступать к считыванию показаний.
Максимальная абсолютная погрешность
|
Процесс зфавновсшивагия в цифровых приборах развертывающего уравновеши. |
В цифровых циклических приборах выходной код N приближается к искомому отсчету Nх с одной стороны, сверху или снизу, поэтому при АХп ч 0 максимальная абсолютная погрешность от квантования равна ступени & хк.
Здесь: Арн — максимальная абсолютная погрешность величины рн, равная половине единицы разряда последней значащей цифры в табличном значении рн; Ар и АГ — максимальные абсолютные погрешности измерения р и Т соответственно.
Абсолютная погрешность температурного предела смеси при использовании в расчете надежных экспериментальных данных по давлению пара чистых компонентов, растворимости и коэффициентам активности, как правило, не превышает максимальной абсолютной погрешности температурного предела компонентов смеси.
Абсолютная погрешность при изображении в ячейке чисел с запятой, фиксированной после определенного разряда, не превосходит по величине единицы младшего разряда, то есть, как говорят, максимальная абсолютная погрешность при этом постоянна. https://spb-evacuator.ru.
Для учета в модели однократной экстракции NRTL влияния воды, были дополнительно подобраны эмпирические коэффициенты бинарного взаимодействия воды с компонентами системы, применение которых при численных исследованиях существенно уменьшило погрешности моделирования в области содержания воды в экстрагенте выше 8 % об. По выходу рафината и содержанию в нем аренов максимальные абсолютные погрешности в этой области составляют 0 6 и 0 9 %, соответственно. Погрешности расчета по выходу экстракта и содержания в нем аренов снизились до 0 6 и 1 1 %, что составляет 4 8 и 1 4 % относительной по.
Следует отметить, что для измерения среднего фазового сдвига рассмотренным методом характерно уменьшение погрешности дискретности по сравнению с имеющей место при измерении одиночного интервала времени. Хотя максимальная абсолютная погрешность дискретности определения длительности одного интервала АГ составляет ГСЧ, результирующая погрешность за время измерения Ткзм уменьшается, так как результаты измерения всех k интервалов АГ суммируются, а возникновение частотной погрешности дискретности положительного или отрицательного знака равновероятно.
Рассмотрим погрешность от квантования. Следовательно, максимальная абсолютная погрешность от квантования будет равна единице.
Второй способ сводится к увеличению числа импульсов, заполняющих временные ворота, достигаемому умножением частоты исследуемого сигнала. При этом максимальная абсолютная погрешность меняется ( если неизменна длительность ворот), но уменьшается относительная погрешность. Осуществление данного способа сопряжено с применением дополнительного блока — умножителя частоты, что усложняет и удорожает аппаратуру.
Максимальную погрешность Дгд Т0 удобно учитывать через эквивалентное случайное изменение числа счетных импульсов Nx на 1 импульс. При этом максимальная абсолютная погрешность дискретизации может быть определена разностью значений частоты / получаемых по формулам (7.4) или (7.5) при Л 1 и Nx, и равна А.
Максимальные абсолютные погрешности показаний манометров Мп и Мв, исправленных на систематические погрешности приборов, принимаются равными 0 2н — 0 5 цены наименьшего деления шкалы, если эта величина не превышает вариации показаний прибора. В противном случае максимальная абсолютная погрешность равна вариации показа ний прибора, которая определяется при тарировании.
Максимальные абсолютные погрешности показаний манометров М и Мв, исправленных на систематические погрешности приборов, принимаются равными 0 2 — 0 5 цены наименьшего деления шкалы, если эта величина не превышает вариации показаний прибора. В ином случае максимальная абсолютная погрешность будет равна вариации показаний прибора, которая определяется при тарировании.
|
Вид кривой У 10 — 4Х2 и ее аппроксимация линейными отрезками. |
Точность результата зависит от того, в каком состоянии находится счетчик-интегратор в момент остановки цикла вычисления. Для этого значения получаем максимальную абсолютную погрешность — 5 импульсов младшего разряда.
Например, при отсчете или установке визира на логарифмической линейке длиной 250 мм ошибка не превышает 0 1 мм. Таким образом, обычно бывает известна максимальная абсолютная погрешность, получаемая при измерении величины х; обозначим эту погрешность через их.
30 Поверка и калибровка си. Определения. Правовые основы.
В
соответствии с законом РК «Об обеспечении
единства измерений» введены следующие
понятия:
— поверка
средства измерений —
совокупность операций, выполняемых
органами Государственной метрологической
службы (другими уполномоченными на то
органами, организациями) с целью
определения и подтверждения соответствия
средства измерений установленным
требованиям;
— калибровка
средств измерений —
совокупность операций, выполняемых с
целью определения и подтверждения
действительных значений метрологических
характеристик и/или пригодности к
применению средства измерений, не
подлежащего государственному
метрологическому контролю и надзору.
В
обоих случаях, как при поверке, так и
при калибровке, определяются метрологические
характеристики средств измерений,
причем часто по одной и той же методике,
называемой методикой
поверки,
но на этом их сходство заканчивается. Различия
между этими понятиями имеют
более принципиальный характер.
Во-первых,
в сферах распространения ГМКиН могут
применяться только поверенные СИ, а
калиброванные — не могут.
Во-вторых,
поверке могут подвергаться только СИ
утвержденного типа, то есть внесенные
в Государственный реестр СИ, а калибровке
— любые, в том числе нестандартизованные
и изготовленные в одном экземпляре.
В-третьих,
при поверке проверяется соответствие
СИ своему типу, внесенному в Государственный
реестр, тогда как при калибровке
определяются действительные
метрологические характеристики, которые
прибор имеет на момент калибровки.
Если
при поверке СИ обнаружено его несоответствие
хотя бы одному пункту утвержденного
типа, средство измерений должно быть
забраковано. При калибровке этому СИ
будут приписаны новые значения
метрологических характеристик.
Положительные
результаты поверки удостоверяются
поверительным клеймом или свидетельством
о поверке. Если средство измерений по
результатам поверки признано непригодным
к применению, оттиск поверительного
клейма и свидетельство о поверке
аннулируются и выписывается извещение
о непригодности или делаются соответствующие
записи в технической документации.
Результаты
калибровки удостоверяются калибровочным
знаком (клеймом), наносимым на средство
измерений, или сертификатом о калибровке,
а также, записью в эксплуатационных
документах. В соответствии с законом
РК «Об обеспечении единства измерений»
калибровка средств измерений является
процедурой добровольной и осуществляемой
по желанию владельца прибора с целью,
например, получения достоверных
результатов измерений, влияющих, в
конечном счете, на результаты труда.
ГМКиН на такие средства измерений не
распространяется.
Устройство штангенциркуля
Инструмент, согласно ГОСТ 166-89, изготавливается из нержавеющей либо углеродистой стали, покрытой хромированным составом. Состоит из:
- жесткой металлической линейки, именуемой штангой (откуда и название инструмента – штангенциркуль);
- измерительных выступов – губок;
- вспомогательной рамки с нониусной шкалой, называемой по-другому верньером, которая позволяет производить замеры с точностью до десятых и сотых долей миллиметра, в зависимости от типа инструмента;
- подвижной линейки глубиномера, жестко соединенной с губками.
![]()
Шкала штангенциркуля «нониус» может иметь различную длину и количество делений. 10 делений на шкале нониуса дают возможность измерять с точностью до 0,1 мм, 20 делений дают точность измерений до 0,05 мм:
![]()
Губки могут быть верхними и нижними. На поверхности нижних — указывается минимальный размер замеряемых деталей. Концы нижних губок выполнены в виде прямоугольников. Верхние — заостренные и скошенные по вертикали, что позволяет производить ими разметку на любых материалах и деталях, без использования других разметочных приспособлений (т. е. прямо губками можно прочертить линию точно по размерам за счет острых концов).
При помощи верхних губок проводится измерение внутренних размеров отверстий, диаметров труб, пазов, различных выемок. Для измерения наружных параметров используются нижние губки. Для измерения длины глубоких отверстий используется линейка глубиномера, которая выдвигается из основной штанги:
Типы штангенциркулей и технические характеристики
Классификация подобных измерительных инструментов проводится по нескольким параметрам – методу снятия показаний, типу шкалы, расположению губок. Все эти различия отражаются в маркировке прибора.
У разных типов штангенциркулей для снятия показаний измерений могут применяться следующие виды шкал:
![]()
- шкала «нониус»;
- шкала, расположенная на циферблате;
- при помощи табло с цифровым индикатором.
По своей конструкции штангенциркули подразделяются на следующие виды:
- Односторонние инструменты, изготовленные из твердосплавной стали и маркируемые ШЦТ.
- Механические модели с одно- или двухсторонним расположением губок, маркируемые как ШЦ-I,ШЦ-II, ШЦ-III, отсчет измерений на которых можно производить при помощи нониусной шкалы.
- Прибор, оснащенный круговой шкалой, маркируется ШИК или ШЦК и позволяет производить более точные измерения, нежели устройства с нониусной шкалой. На круговой шкале показываются дробные показания, на самой штанге целые числа.
- Электронный штангенциркуль последнего поколения с цифровым табло, показывающим расстояние между внутренними поверхностями губок, маркируется ШЦЦ и может работать в симбиозе с ПК. Это лучший прибор, позволяющий быстро, без лишних вычислений, увидеть данные измерений, которые проводятся с высокой точностью до 0,01 мм.
![]()
Инструмент ШЦ-II отличается от модели ШЦ-I тем, что имеет дополнительную рамку, оснащенную стопорным винтом и соединенную с главной рамкой. Зафиксированная дополнительная рамка позволяет подвести концы губок для более точного измерения внутренних размеров отверстий.
Прибор ШЦ-III отличается от модели ШЦ-II тем, что не имеет одной пары верхних разметочных губок. Используется для измерений крупных деталей.
ВЕСА РЕЗУЛЬТАТОВ НЕРАВНОТОЧНЫХ ИЗМЕРЕНИЙ
При неравноточных измерениях, когда результаты каждого измерения нельзя считать одинаково надежными, уже нельзя обойтись определением простого арифметического среднего. В таких случаях учитывают достоинство (или надежность) каждого результата измерений.Достоинство результатов измерений выражают некоторым числом, называемым весом этого измерения. Очевидно, что арифметическое среднее будет иметь больший вес по сравнению с единичным измерением, а измерения, выполненные при использовании более совершенного и точного прибора, будут иметь большую степень доверия, чем те же измерения, выполненные прибором менее точным.
Поскольку условия измерений определяют различную величину средней квадратической погрешности, то последнюю и принято принимать в качестве основы оценки весовых значений, проводимых измерений. При этом веса результатов измерений принимают обратно пропорциональными квадратам соответствующих им средних квадратических погрешностей.
Так, если обозначить через р и Р веса измерений, имеющие средние квадратические погрешности соответственно m и µ, то можно записать соотношение пропорциональности:
Например, если µ средняя квадратическая погрешность арифметического среднего, а m – соответственно, одного измерения, то, как следует из
можно записать:
т. е. вес арифметического среднего в n раз больше веса единичного измерения.
Аналогичным образом можно установить, что вес углового измерения, выполненного 15-секундным теодолитом, в четыре раза выше веса углового измерения, выполненного 30-секундным прибором.
При практических вычислениях обычно вес одной какой-либо величины принимают за единицу и при этом условии вычисляют веса остальных измерений. Так, в последнем примере если принять вес результата углового измерения 30-секундным теодолитом за р = 1, то весовое значение результата измерения 15-секундным теодолитом составит Р = 4.