Определение допустимой величины утечки через газовый стык дизеля с воздушным охлаждением
Техническое состояние любого уплотнения, в том числе и газового стыка, определяется его герметичностью, характеризуемой величиной утечки уплотняемой среды Q . Величина утечки зависит от многих факторов, включая конструкцию, материал, величину и распределение давления, микро-и макрогеометрию и др.
Контроль состояния газового стыка двигателя по величине утечки сопряжен со значительными техническими трудностями. Ранее проведенные исследования показали, что техническое состояние газового стыка может быть оценено таким показателем как величина относительной неплоскостности уплотняющих поверхностей головки и цилиндра Лh , которая в значительной мере и определяет величину утечки уплотняемой среды (рис. 2.1). Микрогеометрия уплотнительных поверхностей влияет на величину утечки в меньшей степени. Необходимо отметить, что количественная зависимость Q-ffah)справедлива только для конкретного стыка или близкого по конструкции.
Для двигателей ПО Владимирский тракторный завод допустимая величина неплоскостности составляет 50-60 мкм . Внешний вид уплотнительных поверхностей головок с различной величиной л/г приведен на рис, 2.2.
Другим важным показателем технического состояния как газового стыка, так и соединения «головка-цилиндр» в целом, является стабильность усилия затяжки.
Известно, что в процессе работы двигателя происходит снижение затяжки. Это ухудшает условия работы всех элементов соединения и уменьшает плотность стыка.
Как показали измерения, усилие затяжки снижается неравномер но даже в пределах одного соединения «головка-цилиндр». В настоящее время нет данных по количественной оценке влияния снижения и неравномерности усилия затяжки на работоспособность газового стыка.
Исходя из вышеизложенного, при проведении исследований в качестве показателей технического состояния газового стыка и соединения «головка-цилиндр» были принятые Я- величина относительной неплоскостности уплотняющих поверхностей ; Кет коэффициент стабильности усилия затяжки ; Q — утечка уплотняемой среды.
Для оценки эффективности конструктивных и технологических мероприятий при проведении сравнительных испытаний в качестве показателя использовалось также отношение Л п/Т, характеризующее интенсивность роста неплоскостности.
В большинстве работ , посвященных разработке и исследованию уплотнений газового стыка двигателей, под герметичностью понимается полное отсутствие утечек. Появление утечек считается недопустимым, в противном случае стык признается неработоспособным.
В определенной мере это справедливо для двигателей с жидкостным охлаждением, имеющих мягкие и комбинированные прокладки. Это объясняется высокой плотностью таких уплотнений, достигаемой за счет достаточно полного заполнения пластичным материалом прокладки всех микро-и макронеровностей уплотняемых поверхностей головки и цилиндра. Появление даже незначительных по величине утечек через газовый стык у таких двигателей приводит к интенсивному перегреву прокладки и полному, или частичному ее разрушению (прогоранию) [90J. Следствием этого является падение мощности двигателя, нарушение работы системы охлаждения, попадание охлаждающей жидкости в цилиндр и др.
Переход на металл-металлические уплотнения и беспрокладочные стыки, обусловленный ростом теплового и напряженного состояния двигателя, приводит к необходимости нормирования величины утечек, так как для металл-металлических уплотнений понятие «герметичность» является несколько условным, и утечка имеет место практически всегда .
До настоящего времени нормирование утечек через газовый стык не введено, что объясняется недостаточностью экспериментального материала и несовершенством методик расчета металл-металлических уплотнений. Во многих отраслях машиностроения такое нормирование существует, постоянно совершенствуется и уточняется .
Для определения допустимой величины утечки необходимо исследовать её влияние на мощностные и экономические показатели двигателя, пусковые свойства, тепловое и напряженное состояние головок и цилиндров, токсичность и др. Величина допустимой утечки для каждого конкретного типа двигателя будет иметь свои значения, зависящие от нормативно-технических требований, предъявляемых к данному двигателю, а также от влияния этой утечки на работоспособность газового стыка.
Что делать при пробитии прокладки ГБЦ
При выявлении неисправности единственный выход — заменить неисправный элемент и определить причину поломки. Стоимость прокладки различается в зависимости от марки машины и качества изделия.
Ремонтировать прокладку ГБЦ бесполезно, ведь работа мастера обойдется еще дороже.
Могут потребоваться и другие шаги:
- Замените болты, если они деформировались, или если производитель рекомендует установку новых болтов каждый раз при снятии головки. Если болт не удается открутить из-за искривления, попробуйте его сорвать.
- Отшлифуйте плоскость ГБЦ в случае ее искривления. Для этого необходимо обратиться к специалистам, использующим специальные станки. После снятия слоя на головке фломастером указывается толщина снятого металла и покупать прокладку нужно с учетом этой толщины.
После устранения технических неисправностей можно приступать к установке новой прокладки.
При выполнении этой работы следуйте следующим советам:
Почистите ГБЦ от нагара, накипи или старых элементов прокладки.
Проведите ревизию поверхности с помощью мерной линейки. С ее помощью определяется наличие и размер зазоров. Последние не должны превышать 0,5-1,0 мм. Если этот параметр больше, головка требует шлифовки или замены. При отсутствии линейки используйте толстый лист стекла, имеющий 5-миллиметровую толщину
Положите изделие на ГБЦ и обратите внимание на наличие прослоек. Для большей точности поверхность можно смазать маслом.
Перед заменой обработайте прокладку смазывающим составом на основе графита
Такой шаг делает изделие мягче и способствует лучшему прижатию к поверхности. В будущем после такой обработки изделие проще будет снимать. Кроме того, в процессе пользования графит не выдавливается.
После завершения работ вас должна интересовать стабильность работы двигателя
Обратите внимание на признаки неисправности, о которых упоминалось в начале статьи. При этом не форсируйте работу ДВС
Сначала дайте ему небольшую нагрузку, чтобы прокладка ГБЦ нашла свою позицию.
Учтите, что снятие / установка головки БЦ — трудоемкий процесс. Необходимо отбросить много узлов, слить технические жидкости, правильно вкрутить болты и т. д. При отсутствии опыта работу лучше доверить профессионалам.
Кстати, некоторые автовладельцы жалуются на повышение прожорливости мотора после замены прокладки.
Причины попадания смазки в камеры сгорания
Существуют три пути проникновения смазочной жидкости в надпоршневое пространство:
- Цилиндро-поршневая группа.
- Маслосъемные колпачки.
- Вентиляция картера.
Износ цилиндро-поршневой группы (ЦПГ)
Наиболее интенсивно в ЦПГ изнашиваются поршневые кольца. Увеличиваются их тепловые зазоры, происходят отклонения от круглости.
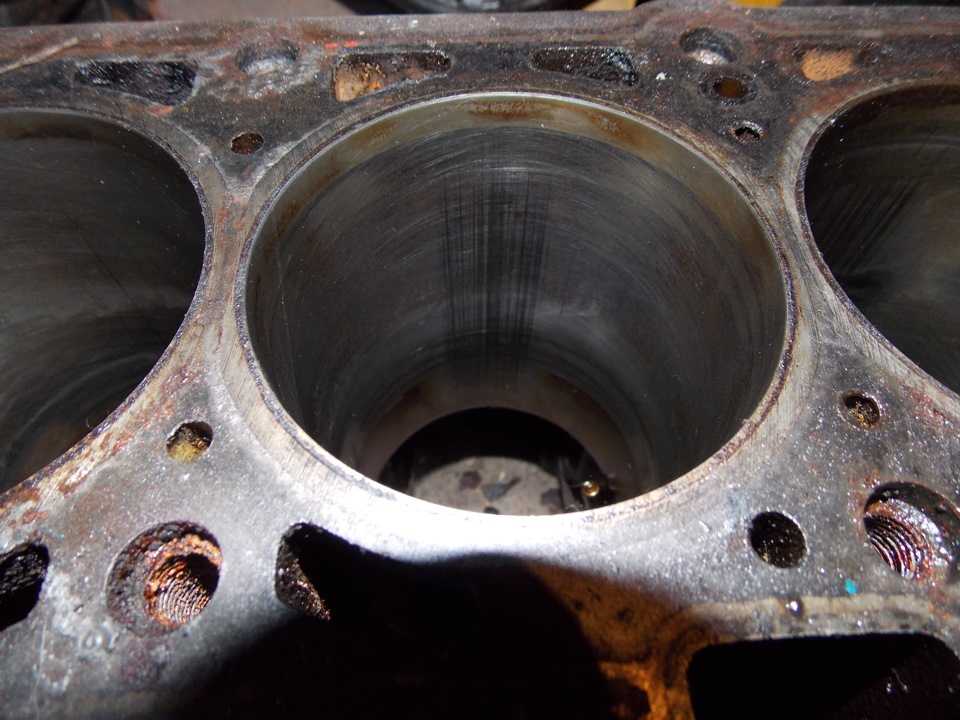
Хонинговка стирается, поверхность гильзы становится гладкой, ее внутренний диаметр увеличивается, появляется эллипсность, конусность, случаются задиры. Редкая неисправность — выход поршневого пальца. Это обычно происходит в результате некачественной сборки. Двигаясь из поршня он буквально фрезерует поверхность втулки цилиндра, делая на ней аккуратные выборки.
Масло попадает в камеру сгорания (КС) непосредственно через неплотности в трущихся парах, а также через вентиляцию картера. Газы через кольца прорываются в картер, создавая в нем повышенное давление, и в результате газо-маслянная смесь обильно устремляется на всасывание, через систему сепарации, которая не справляются с потоком.
Не держат маслосъемные колпачки
Маслосъемные колпачки предназначены для удержания смазки от проникновения в зазор между стержнем клапана и направляющей втулкой. Колпачки являются резиновыми сальниками, охватывающими эластичной частью стержень клапана. Для уплотнения они охвачены пружинками. Уплотнители со временем изнашиваются, твердеют, теряют гибкость. Потере своих свойств и скорейшему износу способствует перегрев мотора. Бывает, что соскакивает пружинка, или сам колпачок слетает с посадочного места — направляющей втулки клапана. Выработка последних способствует повышенному износу резины. При этом изнашивается и стержень клапана. В результате в сопряженной паре образуется люфт, и клапан разбивает маслосъемный колпачок, шатаясь из стороны в сторону, либо прижавшись к одной стороне.








Вентиляция картера
Неисправности системы маслоотделения связаны как правило с загрязнением ее компонентов, выходе из строя клапана сапуна.
Закоксовка мотора
Нарастание слоя нагара на деталях двигателя делает узлы практически неисправными, хотя износа может и не быть. В негодность приходит вентиляция картера, сильно достается ЦПГ. Поршневые кольца «залегают». Покрытые вязкой смесью, они залипают в своих канавках, не создают компрессию, пропускают картерные газы, не снимают лишний смазочный материал со стенок цилиндра, А кроме того способствуют плохому отведению тепла и в конечном счете увеличению износа.
Закоксовке способствует длительная работа ДВС на холостых оборотах. Это часто проявляется на дизель-генераторах, которые работают лишь иногда, и то ради проверки и в холостую. В этом режиме температура горения топлива низкая, и смазка, предназначенная «на угар», не сгорает. Она выходит черной массой через стыки выхлопной системы и выглядит не эстетично. Такому двигателю нужно дать поработать с нормальной нагрузкой.
Изменение состава смазки
Расход масла, неподходящего конкретному двигателю, не может быть показательным. Объективно судить о наличии неисправности можно только испытав агрегат на рекомендованной заводом жидкости.
На прорыв смазки в цилиндры двигателя влияет попадание в него охлаждающей жидкости или топлива. Бензо-масляная смесь, эмульсия, легче пойдут в цилиндры всеми рассмотренными путями. Эксплуатацию такого мотора нужно приостановить, неисправность устранить.
Дефекты часто проявляются комплексно, и с нарастанием. Например, владелец не проводит масляный сервис. В результате мотор изнашивается, смазка идет в ЦПГ, где закоксовывается, кольца залегают, пропускают в картер не сгоревшее топливо. Последнее не воспламенилось из-за того, что свечи зажигания оказались в масле.
Смазочная жидкость все интенсивнее идет в камеру сгорания. Мотор еще быстрее изнашивается и т.д.
Типы алюминевых блоков цилиндров
Существует несколько типов алюминиевых БЦ (блоков цилиндров).
- Первые из них, это блоки с «мокрыми» стальными, или чугунными гильзами. Моторы с такими БЦ сейчас не выпускаются, т.к. они не входят в рамки современных экологических норм из-за особенностей своей конструкции. Их ремонт сводится к замене комплектов гильз с поршнями.
2 .Второй тип, это алюминиевые блоки с залитыми в них при изготовлении чугунными «сухими» Ремонт таких блоков ни чем не отличается от ремонта монолитного чугунного БЦ. Чугунные гильзы растачиваются под размер ремонтный, увеличенный. Следом за этим стенки цилиндров хонингуются. Обычно эти блоки имеют два ремонтных размера.
1 Меры безопасности при ремонте гильз ДВС
Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной деятельности человека в условиях производства. Охрана труда, является важнейшим разделом в безопасности жизнедеятельности. Охрана труда – это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособность человека в процессе труда
При работе на станках рабочие подвергаются различным опасным и вредным факторам. Так как эти факторы непосредственно влияют на безопасность жизнедеятельности при восстановлении гильз двигателей, то необходимо разработать ряд мероприятий по предотвращению их вредного воздействия.
Задачи гильзы цилиндра
Словосочетание «гильза цилиндра» обычно не применяется, но лишь потому, что все предпочитают говорить просто – «цилиндр», так как, по сути, гильза им и является. Также гильзу можно рассматривать как втулку, внутри которой ходит поршень. Вместе с головкой блока цилиндров гильза образует камеру сгорания.
Вне всякого сомнения, гильза цилиндра – это деталь в двигателе внутреннего сгорания, которая испытывает наибольшие нагрузки. Это и тысячеградусная температура сгорающей топливно-воздушной смеси, и давление расширяющихся газов, и трение уплотнительных колец поршня, и даже коррозия.
![]()
Внутренняя поверхность гильзы еще называется рабочей. Внутри цилиндра поршень совершает возвратно-поступательные движения. Уплотнительные кольца воздействуют на рабочую поверхность гильзы цилиндра, и только подаваемая смазка уменьшает износ ее стенок. Но в моменты изменения направления движения поршня происходит разрыв масляной пленки, и появляется так называемое граничное трение.
Также гильза, а точнее, ее верхняя часть, подвергается особому виду коррозии – электрохимической. Если разобраться, то в основе ржавления металла всегда лежит разность потенциалов, однако в случае с цилиндром крайне любопытна сама причина такой коррозии – большая разность температур между нижней и верхней частями гильзы, которая и вызывает дисбаланс электрических полей в разных частях одной детали.
Кроме коррозии, на гильзу также оказывают механическое воздействие радиальные нагрузки, которые передает на поршень колеблющийся в двух плоскостях шатун. Если стенки гильзы имеют недостаточную толщину, то это может привести к ее разрушению.
Поэтому для противодействия всем указанным разрушающим факторам гильзы цилиндров должны удовлетворять следующим требованиям:
- повышенная жесткость и высокие прочностные характеристики стенок, а также посадочных поясков;
- износостойкость;
- абсолютная герметизация стыков;
- технологичность и максимально возможная простота конструкции.
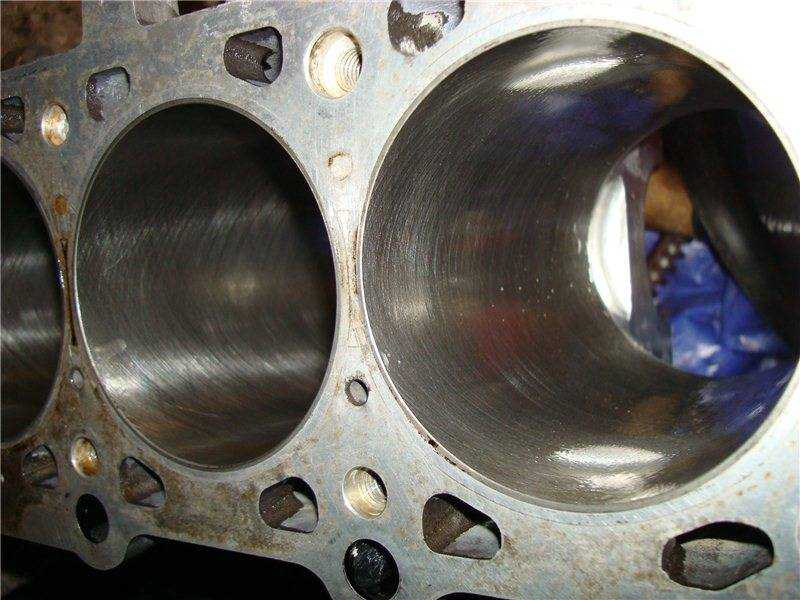
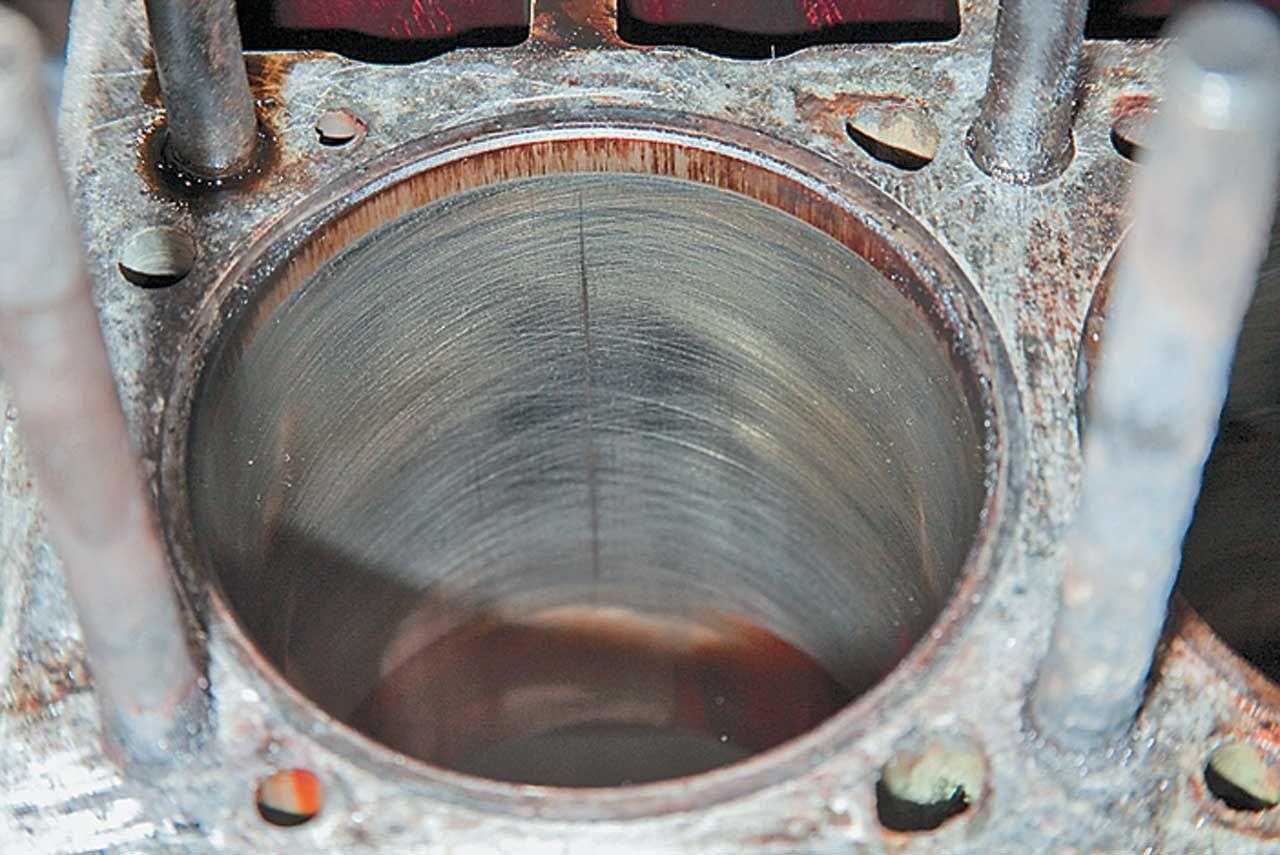
По рабочей плоскости гильзы скользит не поршень, нет. Непосредственный контакт осуществляется с уплотнительными кольцами, которые и создают деструктивное трение. Чтобы его ослабить, рабочая плоскость цилиндра подвергается высокоточной обработке с достижением некоторой шероховатости поверхности. Данный процесс называется хонингованием.
Визуально это выглядит, как будто на внутренние стенки цилиндра нанесли некую отражающую субстанцию. Разумеется, никто ничего туда не наносит, но из-за такого эффекта рабочая поверхность гильзы еще называется зеркалом цилиндра.
![]()
Из чего же изготавливают гильзы цилиндров? С учетом всех перечисленных нагрузок, а также повышенных требований к прочности, создается представление, что гильзы должны изготавливаться из какого-то «космического» металла! Но нет, все намного проще – их делают из серого чугуна, потому что он отвечает всем (в том числе, повышенным) техническим требованиям.
Он отлично держит масляную пленку, чугун стоек к износу трением, также имеет относительно высокую коррозионную устойчивость, особенно если его легируют хромом, молибденом, фосфором, ванадием и медью.
Разумеется, некоторые блоки цилиндров выполняются как единая деталь для всех «банок» сразу. Но такое производство менее технологично, и этот процесс является более дорогостоящим, чем в случае производства гильз по отдельности. Кроме того, выход из строя «сепаратной» гильзы цилиндра влечет более дешевый ремонт – замену. Когда же блок единый, то его замена обойдется существенно дороже.
Съемка и разборка крышек цилиндров.
Предварительно отнимают трубки высокого давления (к форсунке), клапанную коробку, штанги привода и патрубки выпускного и впускного коллекторов. После этого у крышек цилиндров равномерно ослабляют, а затем отвертывают гайки шпилек. На гильзы цилиндров в целях предохранения их и коленчатого вала от повреждений укладывают предохранительные щитки. При разборке крышек, рычажного механизма детали не разкомплектовывают, если они не требуют замены. При износе выше допустимой величины из цилиндровой крышки выпрессовывают направляющие втулки клапанов, головки рычагов и гнезда (11Д45).
Отломавшийся буртик гильзы цилиндра
рис. 1
Описание повреждения
В гильзе цилиндра весь буртик гильзы полностью оторван (рис. 1). Трещина буртика начинается в углублении нижней кромки буртика гильзы и проходит под углом ок. 30° наверх.
Оценка повреждения
Такие повреждения вызваны изгибающими моментами, появляющимися при некачественной сборке (загрязнения и дефекты формы). Причины, приводящие к таким поломкам, различны. В большинстве случаев буртик гильзы цилиндра отжимается уже при затяжке головки блока цилиндром. В новых поколениях двигателей для грузовых автомобилей с системой впрыскивания «насос-форсунка» или «общий топливопровод высокого давления» нагрузка на блок двигателя все больше возрастает в связи с более высоким давлением горения В связи с конструктивным использованием в таких типах очень прочных стальных уплотнений головки блока цилиндров, после большого пробега может возникнуть перекос блок-картера в зоне опоры буртика гильзы. Деформацию опорной поверхности невозможно выявить чисто визуально без вспомогательных средств. Простым методом контроля перекоса является использование туши. Тушь наносится очень тонким слоем на опорную поверхность буртика гильзы на блок-картер. После этого вставляют новую гильзу без уплотнений и вжимают гильзу в свое седло. Затем снова снимают гильзу. Опорная поверхность гильзы должна быть равномерно покрыта тушью по всему периметру. Если части поверхности не вошли в контакт в краской, необходимо доработать седло гильзы. Эту доработку лучше всего проводить на стационарном сверлильном станке или на переносном устройстве для торцовки буртика гильзы (см. приложение с инструментом). Только таким образом обеспечена плоскопараллельность к поверхности картера (рис. 2)
| рис. 2 |
Возможные причины повреждения
• Не использовались предписанные уплотнения (уплотнения других изготовителей имеют отчасти другую форму и другой диаметр).
• Не соблюдались предписанные изготовителем двигателя моменты затяжки и углы затяжки.
• Седло гильзы в блок-картере не было тщательно очищено от грязи.
• Прямоугольность и/или плоскопараллельность опоры буртика не были обеспечены (рис. 2 и рис. 5).









• Если буртик гильзы не выходит за уплотнительную поверхность цилиндра на предписанный размер (В) или если он входит даже немного вглубь (рис. 6), буртик при сборке недостаточно сильно прижимается к седлу гильзы. При работе двигателя это может вызвать также качающееся движение гильзы из-за качательного движения поршня. Постоянно действующие из-за этого усилия приводят к тому, что буртик гильзы отламывается. Если необходимо доработать опору буртика гильзы при ремонте двигателя, то можно или вложить компенсационные шайбы из стали или использовать гильзы более крупных размеров, чтобы обеспечить необходимый выступ гильзы относительно поверхности цилиндра. Гильзе более крупных размеров буртика* следует дать предпочтение по сравнению с компенсационными шайбами, потому что это ведет к технически большей стабильности.
| рис. 3 |
| рис. 4 |
| рис. 5 |
| рис. 6 |
Образование трещины в блоке цилиндров: все о проблеме и ее решении
Автомобильный двигатель является одним из ключевых элементов. Со временем с ним могут происходит различные неисправности, в том числе и появляться всевозможные деформации его составных частей. Одной из таких проблем может стать появление трещин в блоке цилиндров или головке блоков цилиндров. Подобная неисправность при несвоевременном обнаружении может привести к серьезным последствиям и даже необходимости проведения капитального ремонта мотора. Возникнуть трещины в блоке цилиндров мотора могут по различным причинам. в этом материале будет подробно рассмотрена проблема и описаны существующие способы ее успешного разрешения.
![]()
Принцип работы цилиндро-поршневой группы
Современные двигатели внутреннего сгорания оснащены блоками, в которые входят от 1 до 16 цилиндров – чем их больше, тем мощнее силовой агрегат.
Внутренняя часть каждого цилиндра – гильза – является его рабочей поверхностью. Внешняя – рубашка – составляет единое целое с корпусом блока. Рубашка имеет множество каналов, по которым циркулирует охлаждающая жидкость.
Внутри цилиндра находится поршень. В результате давления газов, выделяющихся в процессе сгорания топливно-воздушной смеси, он совершает возвратно-поступательное движения и передает усилия на шатун. Кроме того, поршень выполняет функцию герметизации камеры сгорания и отводит от нее излишки тепла.
Поршень включает следующие конструктивные элементы:
- Головку (днище)
- Поршневые кольца (компрессионные и маслосъемные)
- Направляющую часть (юбку)
![]()
Бензиновые двигатели оснащены достаточно простыми в изготовлении поршнями с плоской головкой. Некоторые модели имеют канавки, способствующие максимальному открытию клапанов. Поршни дизельных двигателей отличаются наличием на днищах выемок – благодаря им воздух, поступающий в цилиндр, лучше перемешивается с топливом.
Кольца, установленные в специальные канавки на поршне, обеспечивают плотность и герметичность его соединения с цилиндром. В двигателях разного типа и предназначения количество и расположение колец могут отличаться.
Чаще всего поршень содержит два компрессионных и одно маслосъемное кольцо.
Компрессионные (уплотняющие) кольца могут иметь трапециевидную, бочкообразную или коническую форму. Они служат для минимизации попадания газов в картер двигателя, а также отведения тепла от головки поршня к стенкам цилиндра.
Верхнее компрессионное кольцо, которое изнашивается быстрее всех, обычно обработано методом пористого хромирования или напылением молибдена. Благодаря этому оно лучше удерживает смазочный материал и меньше повреждается. Остальные уплотняющие кольца для лучшей приработки к цилиндрам покрывают слоем олова.
![]()
С помощью маслосъемного кольца поршень, совершающий возвратно-поступательные движения в гильзе, собирает с ее стенок излишки масла, которые не должны попасть в камеру сгорания. Через дренажные отверстия поршень «забирает» масло внутрь, а затем отводит его в картер двигателя.
Направляющая часть поршня (юбка) обычно имеет конусную или бочкообразную форму – это позволяет компенсировать неравномерное расширение поршня при высоких рабочих температурах. На юбке расположено отверстие с двумя выступами (бобышками) – в нем крепится поршневой палец, служащий для соединения поршня с шатуном.
Палец представляет собой деталь трубчатой формы, которая может либо закрепляться в бобышках поршня или головке шатуна, либо свободно вращаться и в бобышках, и в головке (плавающие пальцы).
Поршень с коленчатым валом соединяется шатуном. Его верхняя головка движется возвратно-поступательно, нижняя вращается вместе с шатунной шейкой коленвала, а стержень совершает сложные колебательные движения. Шатун в процессе работы подвергается высоким нагрузкам – сжатию, изгибу и растяжению – поэтому его производят из прочных, жестких, но в то же время легких (в целях уменьшения сил инерции) материалов.
![]()
Капитальный ремонт мотора
![]()
В ходе работы двигателя стенки цилиндров получают большую нагрузку от постоянно трущихся поршней. Даже такая прочная сталь, которая идёт на изготовление цилиндров, неизбежно истирается от такого обращения.
Характер нагрузки на стенки таков, что со временем цилиндры из круглых становятся овальными
. Как следствие – поршневые кольца прилегают уже неплотно, формирующиеся отработавшие газы и частично горючая смесь поступают в картер. Следствие – высокое потребление масла, общее понижение мощности мотора.
«Лечится» овализация цилиндров их расточкой, в ходе которой цилиндры возвращают к их изначальной геометрии, стачивая изнутри «лишнее» с помощью специализированных станков. В расточенный цилиндр устанавливается поршень увеличенного диаметра, и технология работы таким образом восстанавливается.
Иногда расточка применяется не для ремонта, а для того, чтобы повысить мощность мотора. В этом случае действия производятся аналогичные, с той разницей, что изначально обрабатываемые цилиндры имеют нужное круглое сечение, задача – просто увеличить их внутренний радиус. Большие по диаметру цилиндры могут засасывать больше воздушно-топливного состава, соответственно, это даст большее давление на поршень и большую мощность.
1 Неподвижные детали и узлы КШМ
2.1.1 Блок–картер цилиндров
Блок–картер цилиндров (далее блок), рис. 2, является остовом двигателя, внутри
которого расположены основные детали, механизмы и системы. Эта деталь
изготавливается методом литья из легированного чугуна или алюминиевых сплавов.
Блок может быть отлит вместе с цилиндрами или иметь вставные цилиндры. В
однорядных и V-образных двигателях с жидкостным охлаждением цилиндры обычно
выполняются в виде моноблока заодно с картером. Конструкция обладает большой
жесткостью. Жесткость блока может быть повышена оребрением перегородок,
расположением плоскости крепления нижней части картера ниже
плоскости разъема коренных подшипников, применением туннельного картера, не
имеющего плоскостей разъема по коренным подшипникам.
Рис. 2. Блок цилиндров
2.1.2 Гильзы цилиндров
Цилиндры
являются направляющими устройствами для движения поршней. Двигатели со сменными
(вставными) цилиндрами отличаются высокой ремонтопригодностью. В зависимости от
того, омываются гильзы цилиндров охлаждающей жидкостью или нет, различают мокрые
и сухие гильзы.
Сухие гильзы устанавливают по всей длине цилиндра, рис. 3а или только в его
верхней части, рис. 3б, где наблюдается максимальный износ поверхности цилиндра.
Применение вставных сухих гильз позволяет увеличить износостойкость поверхности
при малых затратах дорогостоящих легирующих примесей. Сухие гильзы
запрессовывают или вставляют по скользящей посадке с зазором 0,01…0.04 мм.
Окончательно поверхность сухой запрессованной гильзы обрабатывают после
запрессовки гильзы в блок цилиндров. Сухие гильзы при скользящей посадке
характеризуются худшим теплоотводом и большой неравномерностью радиальной эпюры
температур, что вызывает местные деформации деталей.
|
а) |
б) |
в) |
г) |
д) |
е) |
Рис. 3. Гильзы цилиндров






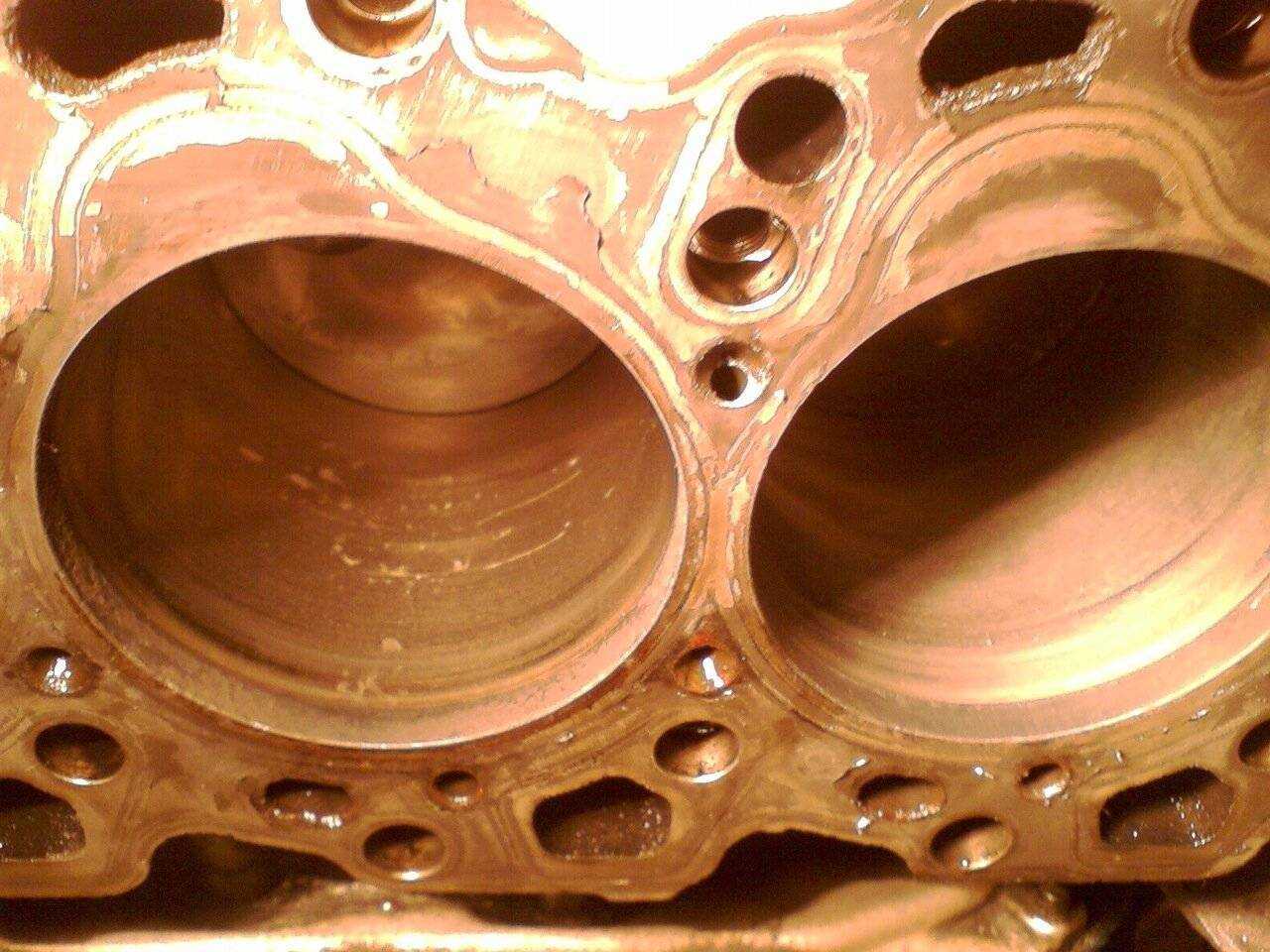


При использовании мокрых гильз упрощается конструкция отливки блока, появляется
возможность использования для гильз более дорогих, но износостойких материалов,
улучшается теплоотвод и уменьшается неравномерность нагрева цилиндров, снижается
трудоемкость ремонта. Мокрые гильзы, рис. 3 в, г, можно заменять в случае их
повреждения. Опорные плоскости гильзы могут быть расположены в верхней части
блока, рис. 3в, или в приливе нижней части блока, рис. 3г. При сухих
запрессованных гильзах жесткость блока больше, чем при мокрых гильзах. Для
обеспечения надежного газового стыка между гильзой и головкой блока торец гильзы
должен несколько выступать над опорой плоскостью блока на 0,05…0.15 мм в
зависимости от диаметра гильзы и конструкции уплотняющей прокладки. Уплотнение
нижнего стыка мокрой гильзы и блока достигается с помощью уплотнительных
резиновых или металлических колец, рис. 3 д поз.1, рис. 3 е поз.2.
Буртик гильзы и седло буртика — как кастрюля и крышка
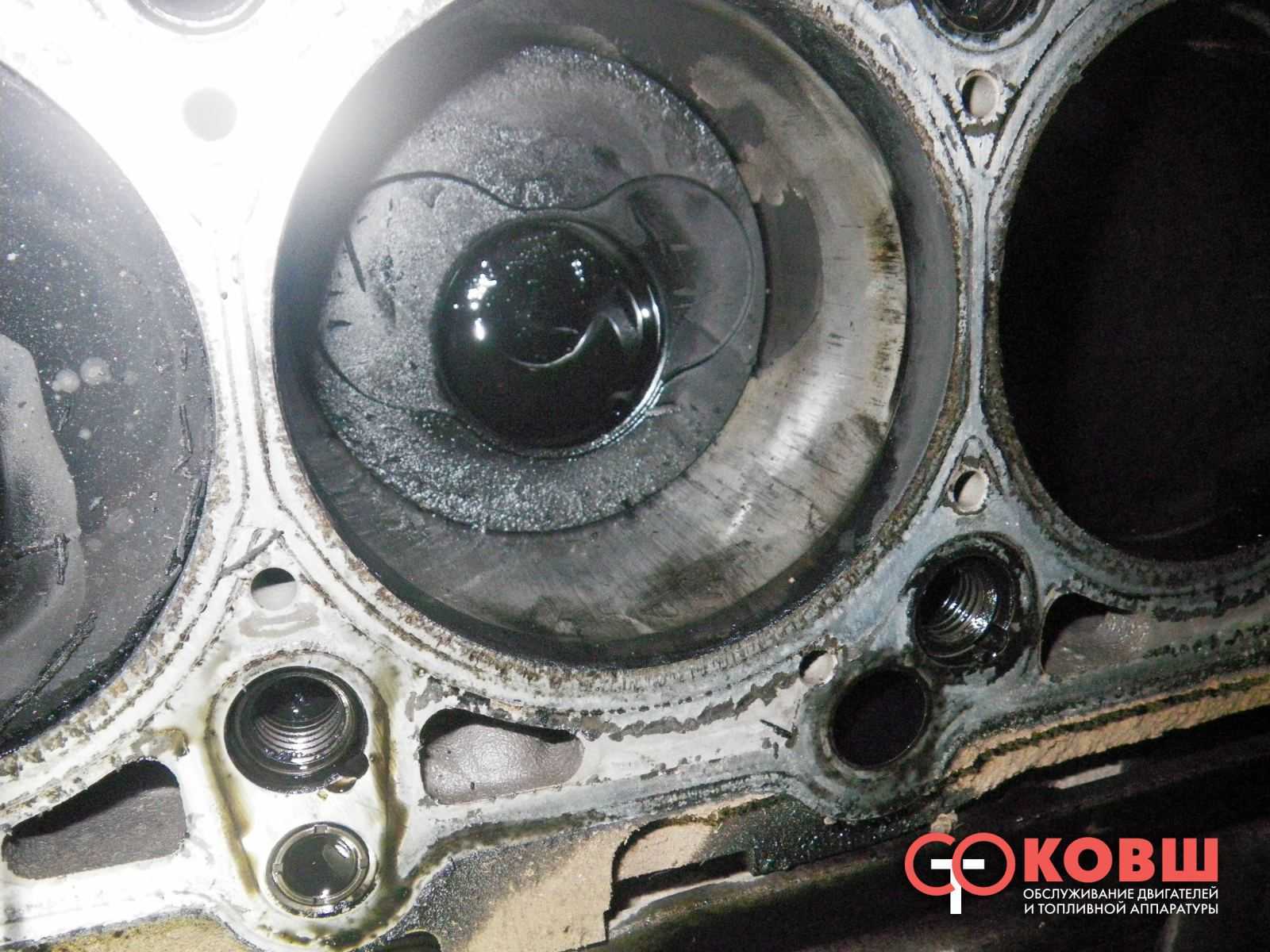
В блоке цилиндров двигателя имеется округлое гладкое углубление, так называемое седло буртика. Оно аксиально фиксирует гильзу в блоке. Буртик должен сидеть точно в углублении таким образом, чтобы гильза полностью прилегала по всему периметру седла. Затем в блоке цилиндров устанавливается прокладка головки блока цилиндров. Уплотнение камеры сгорания (в прокладках старших поколений металлическая окантовка, в более современных металлических прокладках — профиль) должно при этом прилегать точно к верхней стороне седла буртика.
При затяжке болтов головка блока сильно прижимается к блоку цилиндров. При этом болты крепления головки блока и правила затяжки разработаны таким образом, что связь головки блока цилиндров с блоком выдерживает максимальное давление цикла вплоть до 200 бар. В результате через болты и прокладку передается гигантское усилие на седло буртика
Поэтому очень важно, чтобы усилие передавалось через прокладку на седло строго вертикально (на рис. 1 показан правильный монтаж). В дальнейшем это поможет избежать обрыва бурта гильзы цилиндра
В дальнейшем это поможет избежать обрыва бурта гильзы цилиндра.
|
Только правильный монтаж гарантирует правильное распределение сил (рис. 1) |
Посторонние частицы под седлом буртика — причина возникновения опасного изгибающего момента (рис. 2) |
Диагностика давлением
Данная методика выполняется несколькими способами: погружение в воду или без него. Как именно выполнять эти операции, читайте ниже.
Погружение в воду:
- Изначально закройте все каналы запчасти, на которые может негативно воздействовать вода.
- После этого поместите деталь в ёмкость, наполненную водой более 40 градусов Цельсия.
- Затем воспользуйтесь сжатым воздухом (в тех местах, где появятся пузырьки, есть трещина).
Процедура без «погружения» выполняется следующим образом:
- Как и в предыдущем случае, позаботьтесь о том, чтобы все канали ГБУ были закрыты.
- Налейте мыльный раствор на крышку.
- Подайте воздушные массы в контур «больной» детали. Если есть дефект, на этом месте образуются мыльные массы.
Виды прокладок применяемых в карбюраторе
В карбюраторе используются следующие виды прокладок:
- Прокладка между карбюратором и впускным коллектором. В большинстве моделей двигателей данная деталь изготавливается из паронита. Эта деталь устанавливается непосредственно на плоскость коллектора;
- Теплоизоляционная прокладка. Эта деталь также устанавливается под карбюратор. Прокладка термоизоляционная, как правило, текстолитовая, поэтому отлично справляется со своей функцией;
- Прокладка карбюратора нижняя. Эту деталь устанавливают между теплоизолирующей прокладкой и фланцем карбюратора. Нижняя прокладка карбюратора изготавливается из металлотекстолитового материала. Данная прокладка отлично предотвращает образование негерметичных участков в нижней части крепления карбюратора;
- Прокладка верхняя. Эта деталь устанавливается между карбюратором и патрубком воздушного фильтра. Она изготавливается из плотной резины, поэтому обеспечивает герметичное соединение, предотвращая подсос неочищенного воздуха;
- Прокладка крышки карбюратора. Изготавливается из плотного картона и служит для надёжной герметизации двух половинок карбюратора типа «Солекс». Прокладка карбюратора Солекс наиболее часто становится причиной неисправности карбюратора, но данная проблема легко решается, если будет осуществлена замена старой прокладки на новую.
![]()