Керамическое сцепление, плюсы и минусы (металлокерамика)
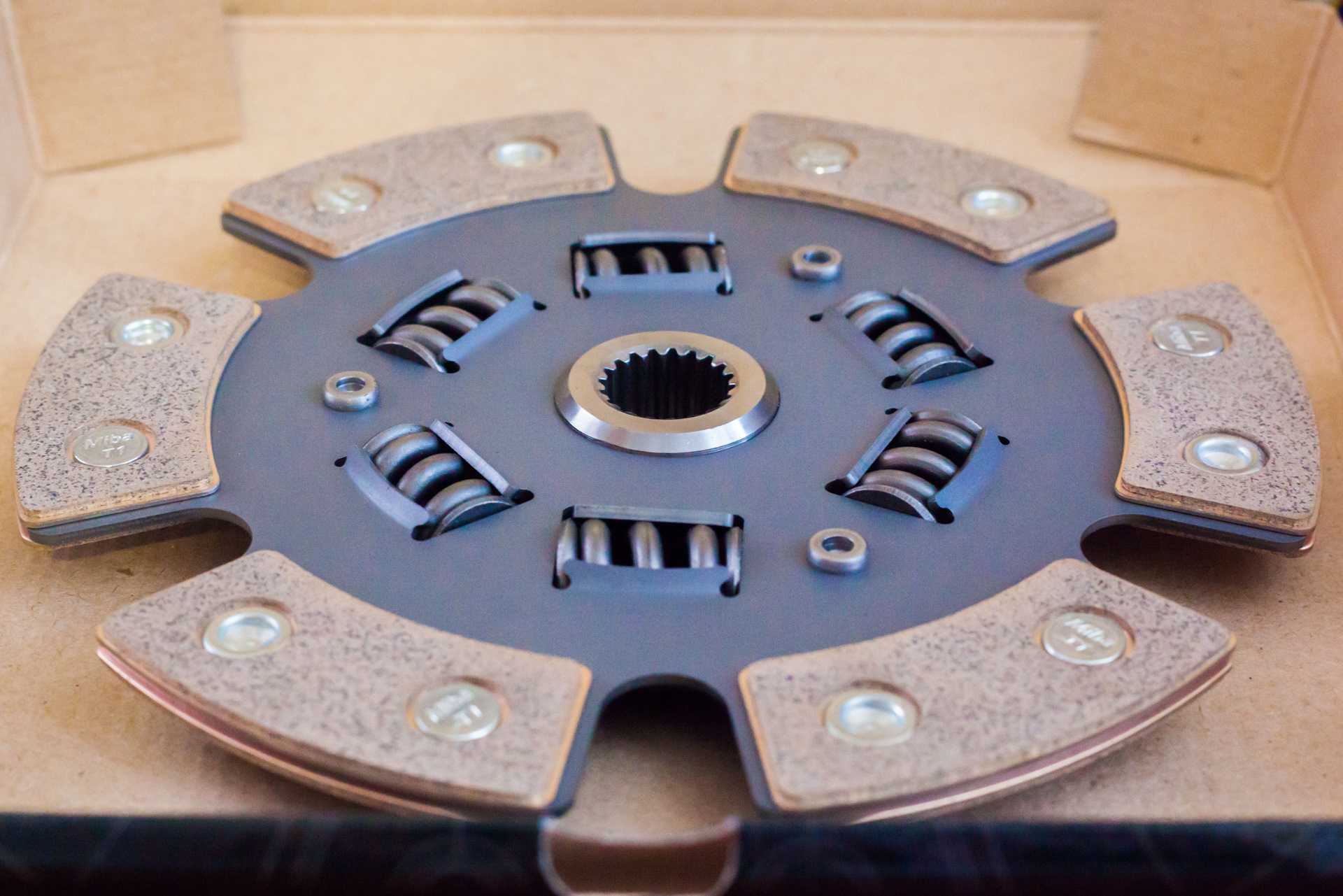
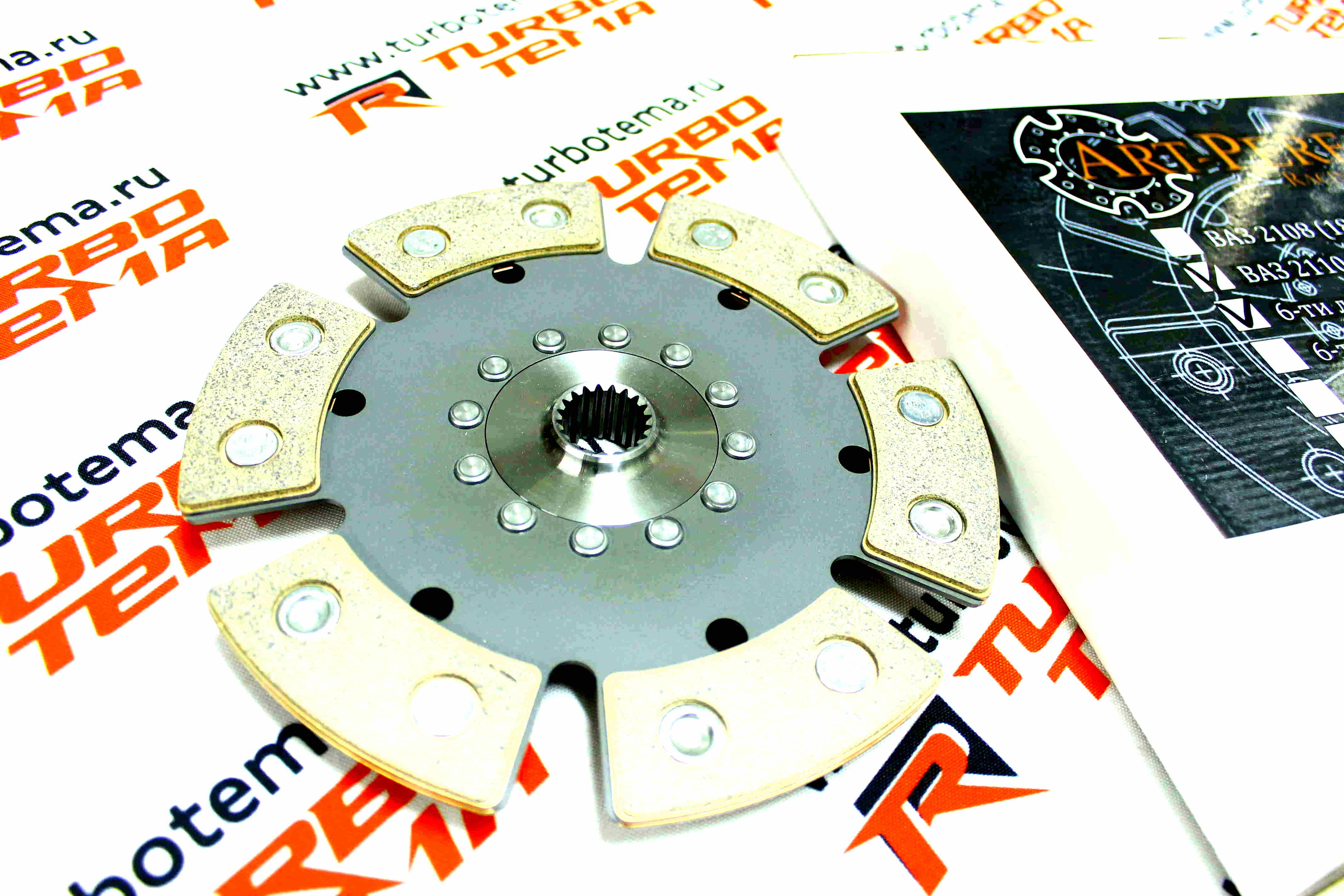
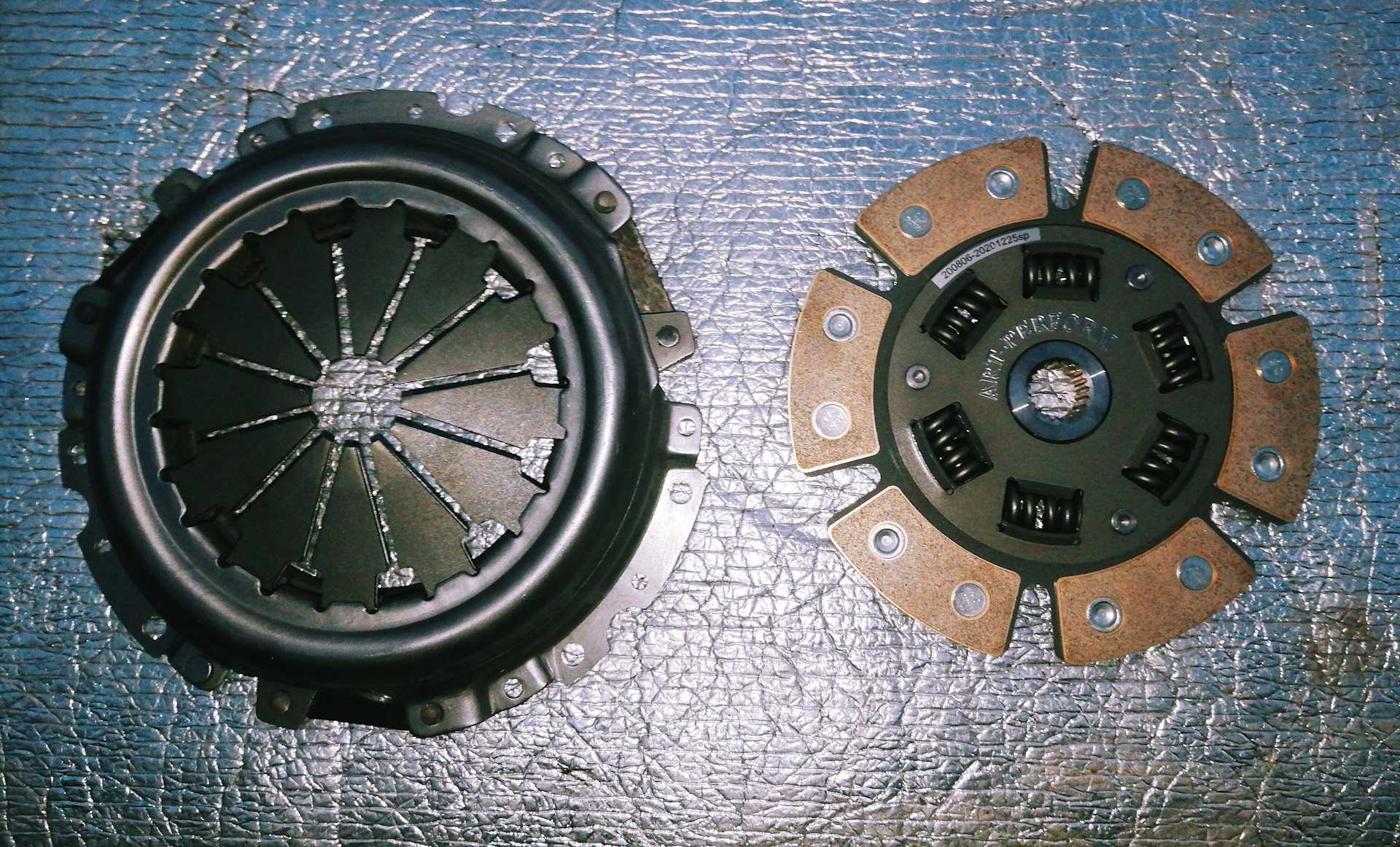
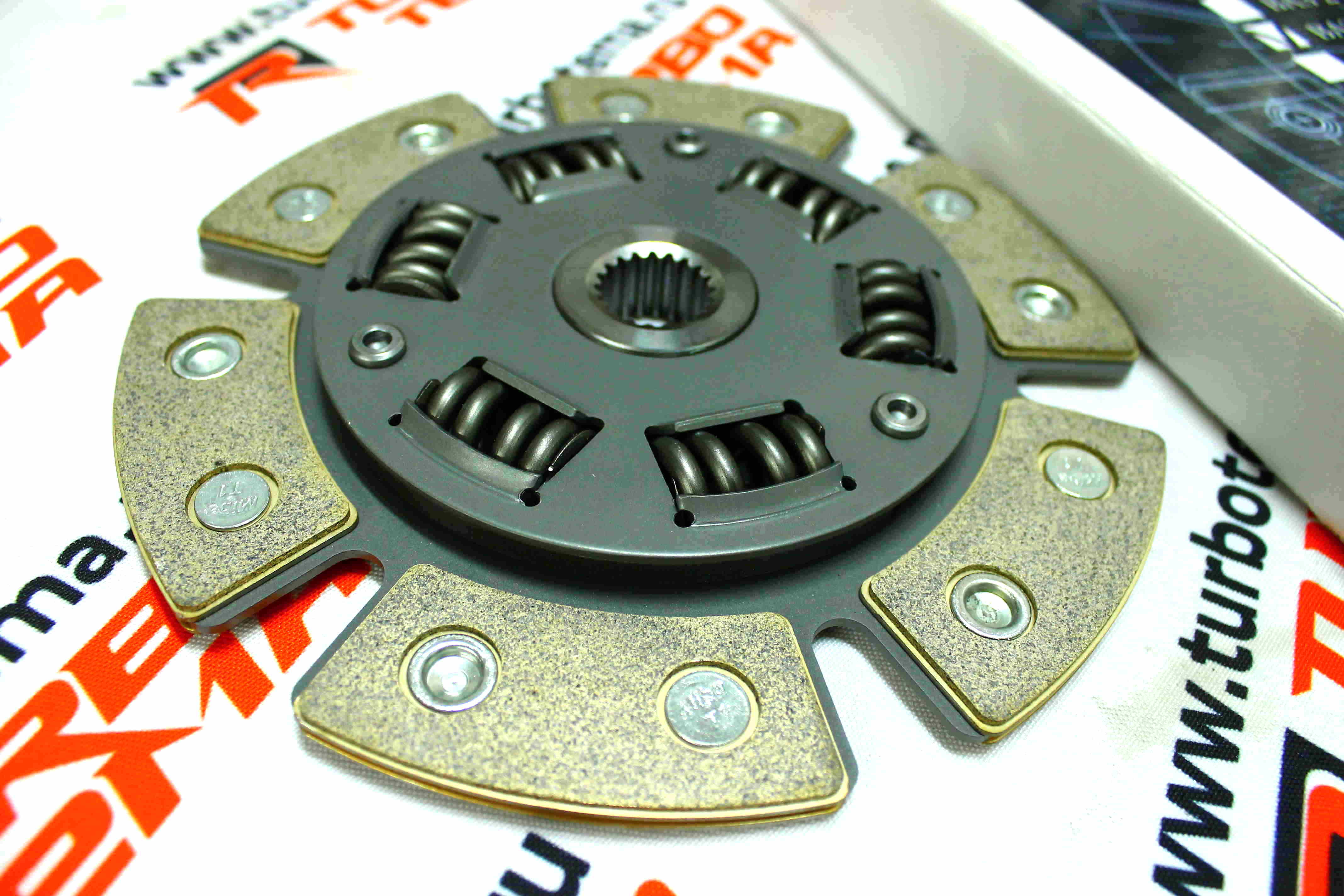
Казалось бы вот он компромисс между стоковым сцеплением и жестким спортивным. Ресурс металлокерамики приблизительно 100 000 километров и его способности намного выше, чем у простого органического диска. У различных производителей великое множество таких дисков, они имеют от 3 до 6 лепестков. С лепестками арифметика простая: чем больше мощность мотора, тем больше должно быть лепестков (фрикционов). Существуют также варианты с демпфером. При без демпферном диске педаль сцепления станет тугая, а включение резким. У педали будет только два положения: включено и выключено. Такие диски идут в основном для автоспорта, то есть машину привозят, она участвует в гонке, ее грузят на трейлер и увозят. Если же вы днем спокойно передвигаетесь по городу, а ночью любите не прочь погоняться,то ваш выбор — демпферные диски. У них практически такое же плавное включение, как и на штатном варианте, а за счет того, что накладки керамические, можно гонять, не боясь, что сожжете сцепление.
Тюнинг других элементов сцепления
- Корзину сцепления усиливают путем использования более прочных марок стали, такие корзины позволяют увеличивать прижимную силу от 30 до 100%, отсюда увеличение трения и как следствие передача большего момента на колеса.
- Маховик. Как правило в автоспорте его облегчают, от этого разгон автомобиля значительно увеличивается, уменьшаются драгоценные десятые секунд на соревнованиях по дрэг-рейсингу. Кроме того, облегченный маховик на стоковом, гражданском автомобиле позволяет экономить топливо, поскольку для разгона теперь требуется меньше энергии. Плюс облегченного маховика также в том, что он часто состоит из 3 элементов, которые можно заменять по отдельности.
Raggare
![]()
Родина этого направления вовсе не Америка, и даже не Япония, а Швеция. В далеких 1970-х годах в Штатах разгорелся очередной энергокризис, благодаря которому в далекие скандинавские страны хлынул бешеный поток старых, несуразно огромных для европейских улочек американских автомобилей.
![]()
В большинстве своем они были в довольно плохом состоянии, но зато стоили сущих копеек. Их стали покупать молодые люди, причисляющие себя к панк-рок-культуре или называющие себя Raggare. С тех пор постепенно стало развиваться это откровенно «трешовое» направление автомобильного тюнинга, которое и по сей день весьма популярно в Европе.
Методы изготовления
Карбонопластики, а именно так еще называют композитные материалы из переплетенных нитей углеродного волокна, могут быть изготовлены 3-мя способами:
- метод ручной формовки;
- способ вакуумной формовки;
- изготовление с выпеканием в автоклавах.
Изготовление карбоновых элементов в промышленных масштабах требует дорогостоящего оборудования, поэтому в домашних условиях карбон можно произвести только методом ручной либо вакуумной формовки.
Что нужно для изготовления
Для изготовления карбона вам потребуется:
- углеродное волокно. Различается способом плетения и плотностью, измеряющейся в граммах на метр квадратный (гр/м2);
- разделитель (к примеру, Loctite 770 NC). Применяется для легкого разделения карбонового элемента и матрицы после высыхания. Материал наносится на матрицу детали либо горизонтальную поверхность, на которую будет укладываться лицевой слой карбонового элемента. Лицевой слой может быть только один, если на обратной стороне не требуется создание красивой карбоновой текстуры;
- матрица. Для создания горизонтальных деталей можно использовать кусок стекла либо зеркала. Поверхность должна быть как можно ровнее, так как все дефекты покрытия отформуются на изготовленной детали;
- эпоксидная смола (к примеру, EPR 320);
- отвердитель к смоле (как вариант – EPH 294);
- инструмент для выкройки углеродного волокна. Можно использовать обычные ножницы, но будьте готовы к тому, что резка волокна быстро затупит инструмент. Если планируете изготавливать карбоновые детали серийно, рекомендуем купить электроножницы (эффективность продемонстрирована на видео).
Метод ручной формовки
Методика производства достаточно проста:
- поверхность матрицы очищается от всех загрязнений;
- равномерно по всех поверхности, в несколько тонких слоев наносится разделитель;
- на поверхность наносится слой приготовленной смолы;
- укладывается слой углеродистой ткани;
- волокно пропитывается эпоксидной смолой. Между первым слоем и матрицей, а также между последующими слоями не должно быть пузырей воздуха. Распределять смолу можно обычной кисточкой, пузыри воздуха удобно выгонять валиком;
- накладывается следующий слой, после чего процедура повторяется до набора необходимой толщины детали;
- после укладки финального слоя горизонтальные детали можно спрессовать ответным куском стекла либо зеркала. В таком случае обе стороны детали получат глянцевую поверхность и четкую структуру карбона.
Поскольку стоимость углеродного волокна нельзя назвать демократичной, между первым и последним слоем углеродной ткани можно укладывать стекловолокно. Стеклоткань не должна быть грубой, чтобы не нарушать финальную форму.
Метод вакуумной формовки
Помимо стандартного набора материалов и инструментов, для изготовления карбоновых элементов методом вакуумной инфузии вам потребуются:
- жертвенная ткань;
- проводящая сетка. Используется для распределения смолы и отвода воздуха;
- вакуумная пленка. Использовать обычную пленку нельзя, так как она не способна выдержать высокую температуру и не обладает высокой способностью к растяжению;
- вакуумный насос. Для изготовления небольших деталей подойдет простой одноступенчатый масляный насос;
- герметизирующий жгут;
- спиральная трубка для подачи смолы и забора воздуха;
- вакуумная трубка;
- зажимы для трубок (струбцины);
- вакуумная ловушка. Используется в качестве уловителя эпоксидной смолы, попадание которой в вакуумный насос выведет его из строя. Соорудить ловушку можно своими руками из подручных средств.
Технология вакуумной инфузии предполагает сборку «бутерброда» из карбоновой ткани и помещения его в герметичное пространство. После укладки происходит откачка воздуха и подача к заготовке смолы. Пропитанную смолою ткань оставляют под вакуумом на 20-30 минут, герметизируя трубки подачи смолы и отбора воздуха. Для начального отвержения достаточно 24 часа и комнатной температуры, после чего деталь из карбона следует отправить на постотвержение в духовой шкаф. Расписывать метод вакуумной инфузии в деталях мы не стали, так как процесс подробно показан на видео.
Правильная эксплуатация сцепления
Чтобы уберечь механизм от дефектов и преждевременного выхода из строя, стоит соблюдать несколько элементарных правил:
1. Не держите слишком долго педаль в полунажатом состоянии.
2. К поломке может привести длительная пробуксовка на грязном участке дороги.
3. Не выключайте передачи во время спуска (в таком случае, используется первая передача и ручной тормоз).
4. Не игнорируйте появление резкого запаха паленой резины.
5. Прогревайте двигатель перед тем, как тронуться с места.
6. Следите, чтобы количество оборотов тахометра не превышало 2000 при вдавливании педали сцепления.
7. Не прижимайте даже слегка педаль во время езды.
8. Не жмите педаль тормоза сразу после отпускания педали сцепления.
Кованый углерод:
Forged Carbon (кованый углерод) один из типов карбона, Lamborghini разработала композит из углеродного волокна, который впервые был использован в Lamborghini Sesto Elemento. В отличие от обычных материалов из углепластика, Forged Carbon основан не на длинных, а на укороченных и прессованных пластиковых волокнах. Структура Forged Carbon очень похожа на камуфляж .
Феррари или льняной карбон:
Это карбон, который по структуре напоминает полотно — Canvas (полотняное переплетение 1 × 1), которое является ближайшей доступной углеродной тканой структурой. Пересечение систем нитей создает узор шахматной доски. Эта углеродная структура в основном используется в автомобилях Ferrari.









Подводные камни
На большинстве автомобильных форумов лидирует мнение о том, что без наличия опыта спортивного вождения, привыкнуть к нему при эксплуатации в городских условиях достаточно сложно. Это связано с тем, что переключения передач на светофоре или в пробке происходят достаточно быстро, что доставляет некоторые неудобства и может привести к наезду на впереди стоящий автомобиль.
Однако, при установке демпфера E-Z Lock, проблема исчезает сама собой. Он выгодно снижает резкое переключение скорости, переводя его в более плавное и привычное для обычного водителя, применяющееся в городе. Таким образом, качество и комфорт от металлокерамического сцепления практически не меняются. В то время, когда срок службы существенно увеличивается.
Важно! Несмотря на неубиваемую корзину, при движении в пробке с педалью сцепления, выжатой наполовину, сгорит даже керамика
Использование фрикцион из органики
Тюнинг сцепления, условно называющийся «фрикцион», происходит следующим образом. Непосредственно к телу нажимного диска прикрепляются специальные накладки (фрикционные), призванные выполнять основную часть работы соединения трансмиссии с двигателем. В наше время композиция из органических фрикционных накладок является наиболее распространённым материалом и используется почти во всех автомобилях; подходит также и для ВАЗ 2110.
Причинами такого явления становятся дешевизна и неприхотливость подобного вида накладок; они прекрасно подходят для езды с небольшими и средними нагрузками, поэтому обычно и устанавливаются в более чем в 90% серийных автомобилей. Фрикционные накладки придают большую плавность и мягкость процессу включения сцепления и старта автомобиля.
Как обтянуть карбоном отдельные детали авто
Интересный вариант украсить свой автомобиль – оклеить какой-то конкретный элемент карбоновой пленкой. Чтобы машина выглядела дорого и эстетично, все манипуляции нужно сделать правильно. Для этого с каждым элементом следует разобраться по-отдельности.
Капот
Для более удобной работы, элемент придется демонтировать. Затем капот нужно расположить так, чтобы к нему можно было спокойно подойти и действовать без каких-либо неудобств. Лучше всего, если элемент окажется на уровне, примерно чуть ниже пояса.
В основном процесс не отличается от манипуляций по оклейке всего кузова. Поверхность нужно также очистить от грязи, прежде чем приступить к монтажу покрытия.
У современных транспортных средств капоты редко делают ровными. Обычно на них есть различные изгибы, которые усложняют работу. По этой причине желательно пользоваться не только влажным способом, но и держать где-то недалеко строительный фен. Им нужно нагревать сложные места, разглаживая и придавливая потом их шпателем.
Оклеить капот намного проще, чем провести данную процедуру со всей машиной. Воздух попадает под покрытие не так сильно, поэтому работать довольно просто своими руками.
Боковые зеркала
Обтянуть пленкой боковые зеркала – это еще более простая задача, чем оклеить покрытием капот автомобиля. Чтобы выполнить работу, отделять от кузова никакие элементы не придется.
Манипуляции по наклеиванию карбоновой пленки на боковые зеркала, как обычно начинаются с предварительного обезжиривания. Далее можно применить либо мокрый, либо влажный метод. Оба способа дадут в итоге одинаковый результат. Пленка разглаживается по боковому зеркалу аккуратными движениями от центра к краям.
Последним действием необходимо отрезать лишние части покрытия, после чего можно любоваться внешним видом машины.
Спойлер
Обтянуть пленкой этот элемент кузова тоже достаточно просто. Важные моменты заключаются в том, что нельзя допустить образования пузырей и следует хорошенько проходить места, где изделие имеет изгибы.
Удобнее натягивать карбоновый материал будет в том случае, если автолюбитель снимет с авто спойлер. Чтобы стык несильно бросался в глаза, его желательно делать на ребре автомобильной детали.
Пластиковые детали салона
Применить такие пленки можно не только для внешнего вида транспортного средства. Также изделия часто используются, чтобы добавить стиля салону машины.
Перед работой все пластиковые элементы демонтируются. Затем детали прикладываются к пленке, чтобы определиться с размерами. Не стоит забывать на этом этапе про запас, который нужно оставлять.
Далее из материала вырезаются куски, согласно сделанным замерам. Потом пластиковый элемент хорошенько отмывается от грязи и другого мусора, после чего можно приклеивать пленку.
Сильно тянуть изделие не следует, потому что оно может порваться
Когда удалось полностью разгладить слой, его края осторожно подворачиваются и фиксируются с внутренней стороны
Если запас получился слишком большим, то с помощью ножниц или канцелярского ножа все лишнее можно убрать.
Органические накладки
Основой органических фрикционных накладок является фенольная смола (синтетический материал, полученный поликонденсацией фенолов с различными альдегидами, в числе которых, например, формальдегид), модификаторы трения (порошок металлов или оксидов металлов), и различные составы резиновых смесей. Такие фрикционные накладки бывают двух типов:
- Формованные накладки, часто называют отлитые (molded facing). Недорогие в производстве, но имеют небольшую прочность: при стендовых испытаниях они начинаются разрушаться при достижении 5000 оборотов в минуту и температуре 250 С. В настоящий момент эта технология является устаревшей и остались лишь немногие предприятия в азиатских странах, которые её используют.
- Плетеные накладки (woven facing). В материал таких фрикционов вплетены нити из стекловолокна, что значительно повышает прочность изделия: при стандартных стендовых испытаниях разрушение начинается при достижении 10000 оборотов в минуту, а рабочая температура достигает 300 — 320С. Плетеные органические фрикционные материалы обычно используются для комплектации сцеплениями современных серийных автомобилей, поскольку они обеспечивают хорошую комбинацию плавности включения, прочности, износостойкости и стоимости. При эксплуатации на малых и средних нагрузках ресурс заводского сцепления составляет 100 – 150 тыс. километров. В настоящий момент это самый распространённый материал для массовых автомобилей, доля которого составляет 90%.
- Усиленные органические накладки (Heavy-duty organic facings). Сделаны на основе предыдущего типа органических накладок: они имеют такое же конструктивное исполнение и они также обеспечивают плавное трогание автомобиля с места, но температурный режим, при котором они сохраняют свои рабочие свойства, достигает 370С, что значительно повышает их стойкость и долговечность. Такие улучшенные характеристики органических накладок типа HD Organic обеспечиваются наличием в основе фрикционов дополнительного количества металлических компонентов, которые собственно и усиливают фрикционный материал в плане термостойкости и износостойкости. Максимальная рабочая температура накладок этого типа всего на 50 градусов выше обычных органических, однако, эта разница позволяет получить довольно износостойкий материал, пригодный к использованию в накладках ведомых дисков для лёгких коммерческих автомобилей и легковых автомобилей, которые часто эксплуатируются с прицепом.
Характеристики карбона
Углепластик обладает рядом выдающихся качеств, таких как очень высокая прочность при малом весе. Зачастую детали из карбона прочнее даже, чем стальные аналоги, а весят при этом гораздо меньше. Благодаря таким характеристикам, детали из этого материала находят широкое применение во многих сферах промышленности. В основном это ракетостроение, самолётостроение и судостроение, так как в этих областях такие параметры материалов нужны больше всего. При этом производство углепластика связано с рядом технических сложностей, таких как необходимость постоянного контроля условий изготовления с применением очень дорогостоящих и энергозатратных методов. Если же отказаться от подобного контроля, то существует огромный риск того, что характеристики материала получатся гораздо хуже ожидаемых. Причиной этому может послужить малейшее отклонение от рекомендуемых параметров производства. Также настоящий материал плохо выдерживает удары, в результате чего даже незначительная деформация может повредить деталь из углепластика.








Эти же характеристики стали причиной того, что детали из карбона стали широко применяться при подготовке гоночных автомобилей, а благодаря их своеобразному внешнему виду, этот материал стал пользоваться немалой популярностью среди обычных автолюбителей. Поэтому изготовление деталей из карбона является очень распространённой задачей многих водителей, которые мечтают добавить изюминку во внешность своей машины.
Kustom
Кастомайзинг зародился на базе постепенно растущего интереса к Hot Rod. В переводе с английского слово «custom» обозначает «сделанное на заказ», но в названии термина допущена намеренная ошибка, подчеркивающая общий «неправильный» посыл, который несет в себе Кастом Культура. Родоначальником этого направления стал ярый приверженец культуры Hot Rod Джордж Баррис, основавший в 1950-х годах журнал «Kustoms Car Club».
Сам стиль зародился в Солнечной Калифорнии, но постепенно стал набирать популярность по всей стране. Как и следует из названия, никаких четких рамок у этого стиля не было. За основу брался олдскульный американский автомобиль и модифицировался, как душе угодно.
Целью тюнинга теперь было вовсе не превращение дешевого транспорта в гоночный автомобиль, а просто создание эксклюзивного произведения искусства на колесах.
Стиль Kustom ставил себя в оппозицию «засилию заводского ширпотреба». Больше всего этот стиль полюбился жителям Сан-Франциско, которые известны своей ненавистью к корпорациям. К характерным особенностям стиля можно отнести следующее:
Особое внимание к дискам автомобиля
Необычные цвета, большое количество хромированных деталей
Низкая посадка
Постепенно Kustom распался на несколько направлений, основными из которых были:
Маслкар. Автомобили, произведенные в США в период 1960-1980-х. В этом стиле кузов остается без изменений, либо наносится простая аэрография (обычно классические языки пламени)
Все внимание сосредотачивается на модификацию двигателя. В идеале: максимально мощный движок видимый всем окружающим
Особым шиком считается раскрасить доступные глазу части двигателя контрастным с кузовом цветом.
- Cal Look. Как и следует из названия, это автомобили, тюнингованные в классическом Калифорнийском стиле. Для тюнинга используются только «фольксвагены» 1960-х годов, которые модифицирует под гоночный автомобиль. Классический цвет кузова: красный.
- Лоурайдеры. Главным отличием таких автомобилей стала максимально низкая посадка автомобиля. К отличительным особенностям можно также отнести золотое напыление, которое часто использовалось в стайлинге салона; велюровые сиденья; гидравлическая подвеска.
Кстати именно мода на лоурайдеры стала причиной изобретения гидравлических стоек. Из-за постоянных аварий, которые случались с искусственно заниженными автомобилями, в США был принят закон, регулирующий размер дорожного просвета. Таким образом многие экстремально низкие авто оказались вне закона.
И вот тогда были изобретены гидравлические стойки, позволяющие регулировать дорожный просвет. Гидравлическая подвеска впоследствии стала фирменным знаком этого направления. Предпочтение лоурайдерам отдавали ямайцы из серии игр GTA.







Срок службы
Гарантия работы установленного на заводе-производителе для передвижения со средней скоростью составляет от 60 до 160 тыс. км; с учётом повышения силы и динамики нагрузок на накладки, величина этого ресурса стремительно уменьшается вплоть до 10 тыс. км. Такие факторы, как резкий старт и долгое удержание педали сцепления в нажатом состоянии при переключении передач, при любом экстремальном стиле вождения являются дополнительными катализаторами для процессов разрушения. При этом сцепление, которое постоянно пробуксовывает, становится как бы «одноразовым».
![]() Заводской диск ВАЗ 2110
Заводской диск ВАЗ 2110
С учётом того, что термостойкость наилучших накладок является константой и не превышает 250ºС (обычно равняется 200ºС), они довольно быстро нагреваются. Следствием этого является утеря коэффициента трения, а также их постепенное высыхание и трещины с последующим высыпанием.
Особые характеристики керамических дисков
Керамические диски в целях усиленного шумоподавленияоснащены фасками, пазами и изоляционными прокладками, которые также можно обнаружить и на дисках некоторых других типов. Пазы изогнуты или имеют фацетированные края на передней и задней частях диска. Тем самым снижается шум от увеличения нагрузки на двигатель при торможении. Пазы также немного уменьшают площадь поверхности тормозов, и таким образом усиливается зажим роторов дисками, что в дальнейшем способствует снижению звуковой вибрации.
Пазы — это желобки, наносимые вертикально, горизонтально и по диагонали на диски для снижения шума путем изменения частоты различаемой человеческим ухом звуковой вибрации до беззвучного уровня. Пазы также помогают снизить износ тормозов посредством выпуска газов и грязи при высоких температурах торможения. Изоляционные прокладки через увлажняющий слой поглощают и рассеивают вибрацию.
Материал тормозных дисков
Чаще всего тормозные диски изготовляют из чугуна. Популярность этого материала объясняется хорошими фрикционными свойствами и невысокой стоимостью производства. Наряду с этими преимуществами, чугун имеет ряд существенных недостатков, которые ограничивают его использование в некоторых типах транспортных средств – спортивных машинах и мотоциклах. При регулярных интенсивных торможениях, вызывающих значительное повышение температуры (400 С и выше), возможно коробление диска, а если на его перегретую в таких режимах поверхность попадает вода, например, из лужи, чугунный диск покрывается сетью трещин и иногда даже рассыпается. Кроме того, такие диски очень тяжелые, и после длительных стоянок их рабочая поверхность покрывается коркой ржавчины. Чтобы избежать этих недостатков, диски, в большей степени мотоциклетные и значительно реже автомобильные, начали делать из «нержавейки». Более слабые фрикционные свойства этого материала компенсировали увеличением диаметра дисков и их рабочей поверхности. Для изготовления этой ответственной детали тормозной системы используют и обычную сталь, которая, как и «нержавейка», не столь чувствительна к перепадам температур и обладает несколько худшими фрикционными свойствами, чем чугун.
В 70-е годы на спортивные машины начали устанавливать тормозные диски из углепластика – карбоновые. Преодолев период роста, карбоновые тормоза оставили своих металлических коллег далеко позади. Посудите сами: вес тормозного диска из карбона на порядок меньше металлического, коэффициент трения на порядок выше, а рабочий диапазон, ограничивающийся на обычных тормозах 500-600 С, здесь простирается далеко за отметку в 1000 С. Карбоновые диски не коробятся, а снижение неподрессоренных и вращающихся масс положительно сказывается на ходовых качествах автомобиля. Тем не менее путь к обычным дорожным автомобилям таким тормозам пока заказан. Стоимость комплекта карбоновых тормозов может достигать стоимости нового автомобиля малого класса, а нормально работать они начинают только после хорошего прогрева: до этого коэффициент трения тормозов даже ниже обычных! Нельзя забывать и об удобстве управления замедлением: если с традиционными тормозами все просто и понятно, то здесь контролировать замедление сверхсложно. Фактически в обычных условиях карбоновые тормоза будут аналогом переключателя «ехать/стоять».
![]() Керамические тормозные диски
Керамические тормозные диски
Более радужные перспективы в автомобилестроении имеют керамические тормоза. Они не имеют такого ошеломляющего коэффициента трения, как карбоновые, но обладают целым рядом преимуществ. У керамики гораздо больше возможностей, чем у металла или различных композитов. Этот материал отличается отличной устойчивостью к высоким температурам, высокой стойкостью к коррозии и износу, небольшой удельной массой и высокой прочностью. Но это еще не все. Керамические тормозные диски, в сравнению аналогичным деталями из серого чугуна легче на 50%. Вес, например, керамического тормозного диска PORSCHE 911 в два раза легче обычного, значит, меньше и неподрессоренные массы, а следовательно, и нагрузка на подвеску. Уменьшается и так называемый гироскопический эффект, когда вращающееся с большой скоростью тело сопротивляется смене направления вращения. Кроме того, применение керамики позволяет увеличить на 25% коэффициент трения, а заодно резко повысить эффективность торможения в горячем состоянии. Еще одно преимущество – невероятная долговечность. Керамические диски обычно не требуют замены на протяжении 300 000 км. К сожалению, есть и недостатки. Во-первых, холодные керамические диски хуже останавливают машину, чем холодные тормозные диски из металла. Во-вторых, керамика плохо работает при очень низких температурах. В третьих, такие диски при работе неприятно скрипят. И, наконец, в четвертых, цена у них ну просто непомерная.